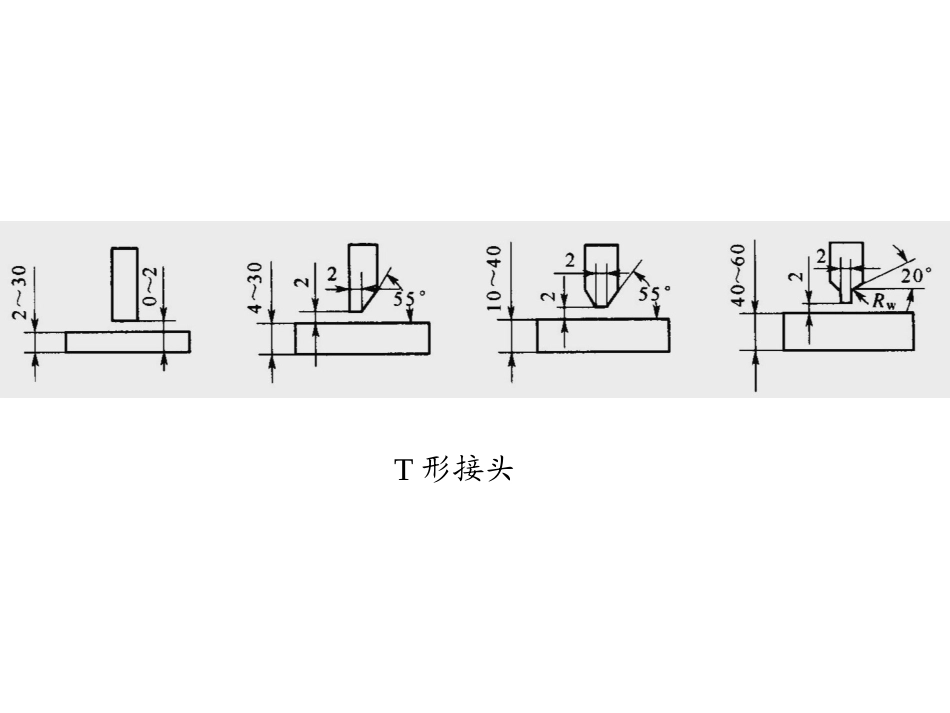
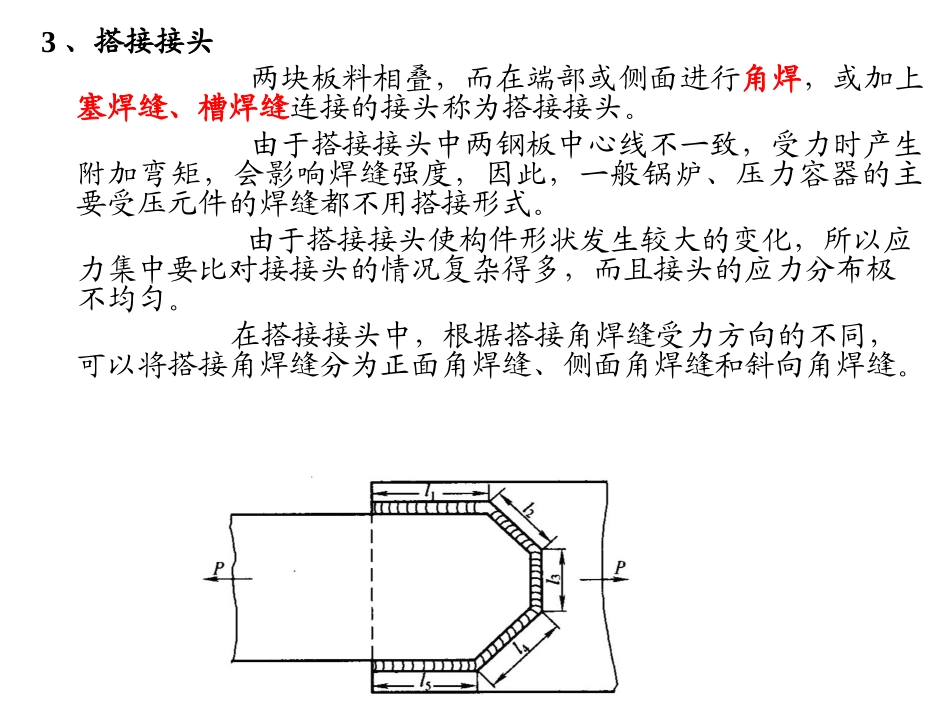
T形接头3、搭接接头两块板料相叠,而在端部或侧面进行角焊,或加上塞焊缝、槽焊缝连接的接头称为搭接接头
由于搭接接头中两钢板中心线不一致,受力时产生附加弯矩,会影响焊缝强度,因此,一般锅炉、压力容器的主要受压元件的焊缝都不用搭接形式
由于搭接接头使构件形状发生较大的变化,所以应力集中要比对接接头的情况复杂得多,而且接头的应力分布极不均匀
在搭接接头中,根据搭接角焊缝受力方向的不同,可以将搭接角焊缝分为正面角焊缝、侧面角焊缝和斜向角焊缝
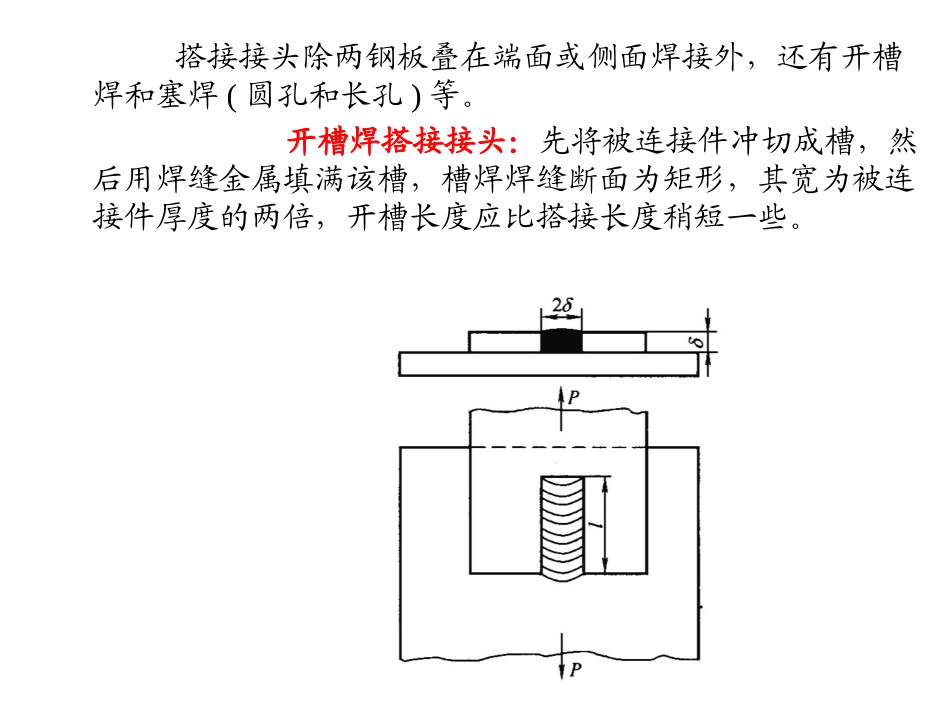
搭接接头除两钢板叠在端面或侧面焊接外,还有开槽焊和塞焊(圆孔和长孔)等
开槽焊搭接接头:先将被连接件冲切成槽,然后用焊缝金属填满该槽,槽焊焊缝断面为矩形,其宽为被连接件厚度的两倍,开槽长度应比搭接长度稍短一些
塞焊:是在被连接的钢板上钻孔来代替槽焊的槽,用焊缝金属将孔填满使两板连接起来,塞焊可分为圆孔内塞焊和长孔内塞焊两种
4、角接接头角接头多用于箱形构件,骑座式管接头和筒体的连接,小型锅炉中火筒和封头连接也属于这种形式
与T形接头类似,单面焊的角接接头承受反向弯矩的能力极低,除了钢板很薄或不重要的结构外,一般都应开坡口两面焊,否则不能保证质量
选择接头形式时,主要根据产品的结构,并综合考虑受力条件、加工成本等因素
例如:对接接头具有受力均匀、节省金属等优点,故应用最多
但是,对接接头对下料尺寸和组装的要求比较严格
T形接头焊缝大多数情况下只承受较小的切应力或仅作为联系焊缝
搭接接头对装配要求不高,也易于装配,但接头承载能力低,一般用在不重要的结构中
焊接接头的设计中对焊缝质量的要求、焊缝尺寸大小、焊缝位置、工件厚度、几何尺寸、施工条件等不同,决定了在选择焊接方法和制定工艺时的多样性
合理的焊接接头设计与选择不仅能保证钢结构的焊缝和整体的强度,还可以简化生产工艺,节省制造成本
设计和选择焊接接头的主要因素(1)是为保证电弧能深入到焊缝根部使其焊