一、零件的分析1
1 轴的作用轴的主要作用是支承回转零件及传递运动和动力
按照轴的承受载荷不同,轴可分为转轴、心轴和传动轴三类
工作中既承受弯矩又承受扭矩的轴成为转轴,只承受弯矩的轴称为心轴,只承受扭矩而不承受弯矩的轴称为传动轴
2 轴的工艺分析该轴主要采用40Cr 钢能承受一定的载荷与冲击
此轴为阶梯轴类零件,尺寸精度,形位精度要求均较高
Φ 21,φ 22
5 ,φ 24,Φ 22
55 为主要配合面,精度均要求较高,需通过磨削得到
轴线直线度为φ 0
01 ,两键槽有同轴度要求
在加工过程中须严格控制
(1)该轴采用合金结构钢40Cr,中等精度,转速较高
经调质处理后具有良好的综合力学性能,具有较高的强度、较好的韧性和塑性
(2)该轴为阶梯轴,其结构复杂程度中等,其有多个过渡台阶,根据表面粗糙度要求和生产类型,表面加工分为粗加工、半精加工和精加工
加工时应把精加工、半精加工和粗加工分开,这样经多次加工以后逐渐减少了零件的变形误差
(3)零件毛坯采用模锻,锻造后安排正火处理
(4)该轴的加工以车削为主,车削时应保证外圆的同轴度
(5)在精车前安排了热处理工艺,以提高轴的疲劳强度和保证零件的内应力减少,稳定尺寸、减少零件变形
并能保证工件变形之后能在半精车时纠正
(6)同一轴心线上各轴孔的同轴度误差会导致轴承装置时歪斜,影响轴的同轴度和轴承的使用寿命
在两端面钻中心孔进行固定装夹可以有效防止径向圆跳动、保证其同轴度
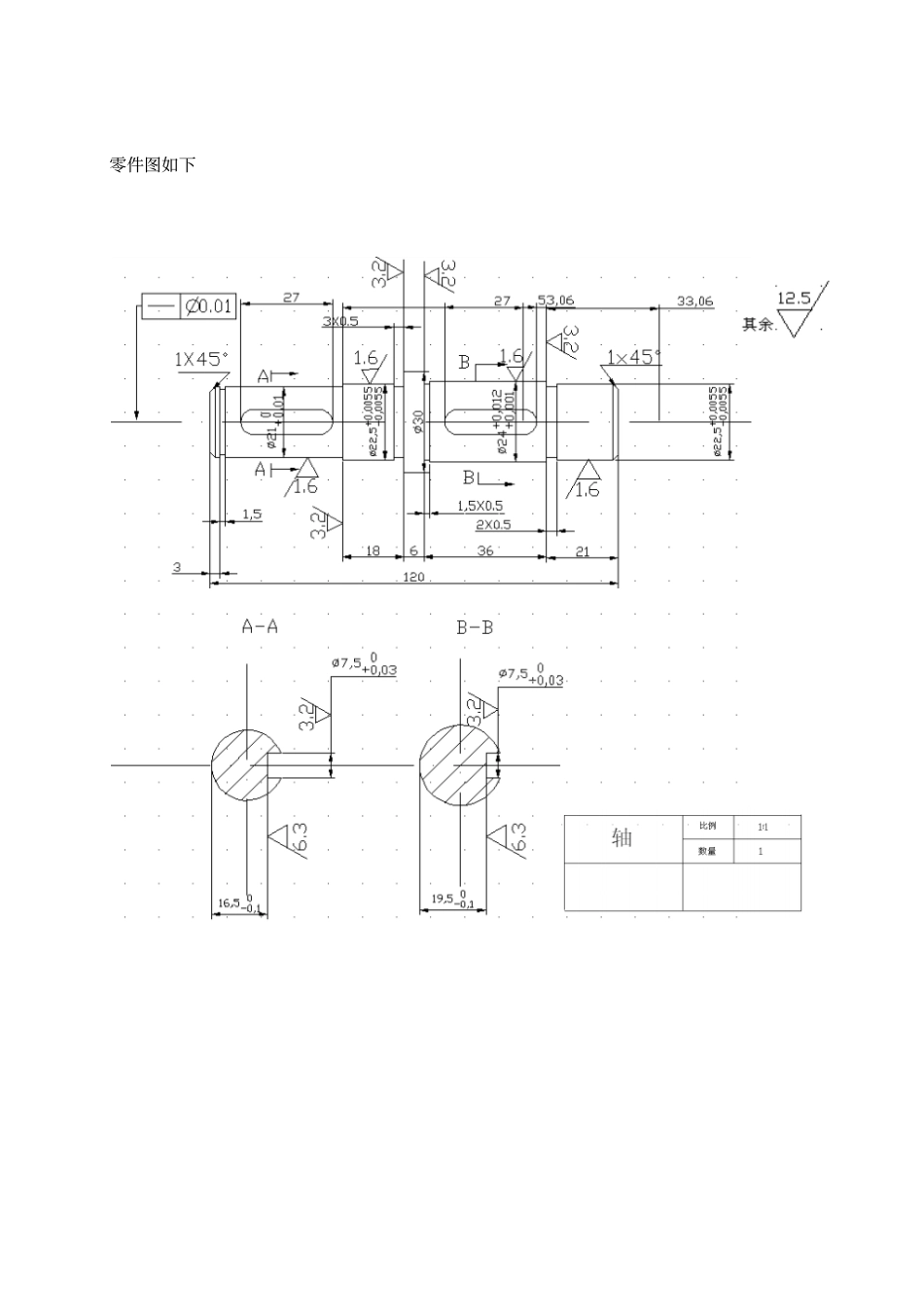
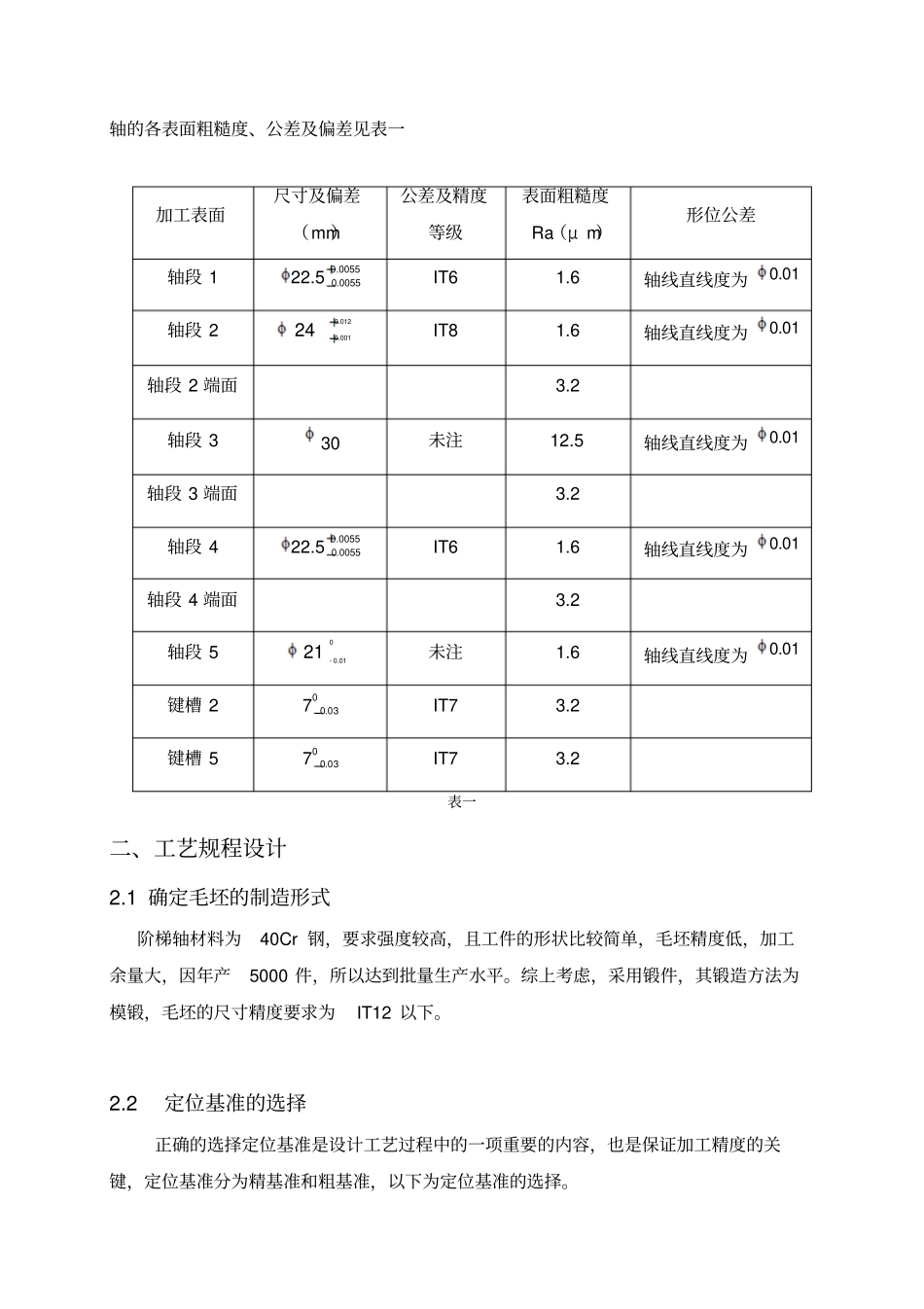
零件图如下轴的各表面粗糙度、公差及偏差见表一加工表面尺寸及偏差(mm)公差及精度等级表面粗糙度Ra(μ m)形位公差轴段 1 0
00550055
5IT6 1
6 轴线直线度为01
0轴段 2 240
001IT8 1
6 轴线直线度为01
0轴段 2 端面3
2 轴段 3 30 未注12
5 轴线直线度为01
0轴段 3 端面3