ProLlL:D(广 King-rellisifCExtrunion厂 2BInirttra#h*«
t谊 311Cut£1ufC3DIr>¥«rs«)iv4tUfLLtti
51CEnduis本次演示一个基于 DEFORM 的车削案例1 新建一个车削问题
ProbleniSetupPr^LlA«Tyj#tD«E^r*-2D/3Bjr^praortsscir广 Dt£«rBNDpe■电 prESorGoiil 暑 d
厂 Tcxrniinj2 设置完 Operationname 之后选择机加工类型为 Turning(车削),另外几个分别为铳(milling)、镗(boring)、钻(drilling)
3 设置刀件切削速度 250mm/s,切削深度 0
3mm,进给量 0
35mm/rev
CuttingSpEb11疳 g-ui-£aee 呂 pE 电 dCY)|25O[Nr>/Et>
广 Rotation
alspeedrpi*Vctrkpatc*DitnAter(II)I
|nildID 点 pth«£eat(4)|o
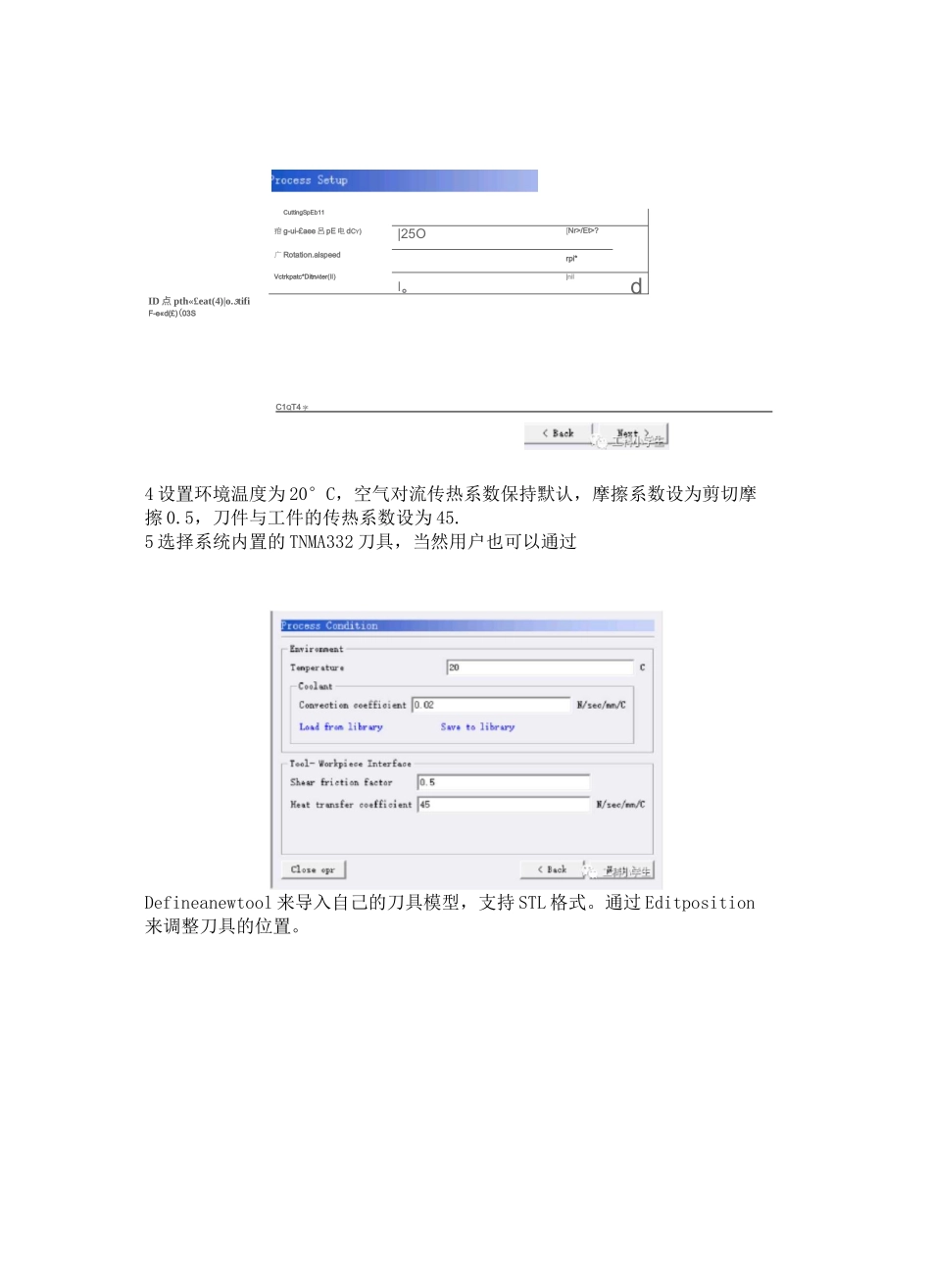
3tifiF-e«d(£)(03SC1QT4 字4 设置环境温度为 20°C,空气对流传热系数保持默认,摩擦系数设为剪切摩擦 0
5,刀件与工件的传热系数设为 45
5 选择系统内置的 TNMA332 刀具,当然用户也可以通过Defineanewtool 来导入自己的刀具模型,支持 STL 格式
通过 Editposition来调整刀具的位置
Dr™1TMV1-■TJJTR»T£»E■ratUTKJTJHLsrrjHKiTWL■TRJ1K6 选择车刀角度,SidecuttingAngle(主偏角)backrakeangle 前角siderakeangle 副前角,除了导入自带的参数,用户可以通过Createanewtoolholder 自己设