极片涂布机设设计原理和操作使用基础一. 涂布工艺基础1.辊式涂布工作原理图 3
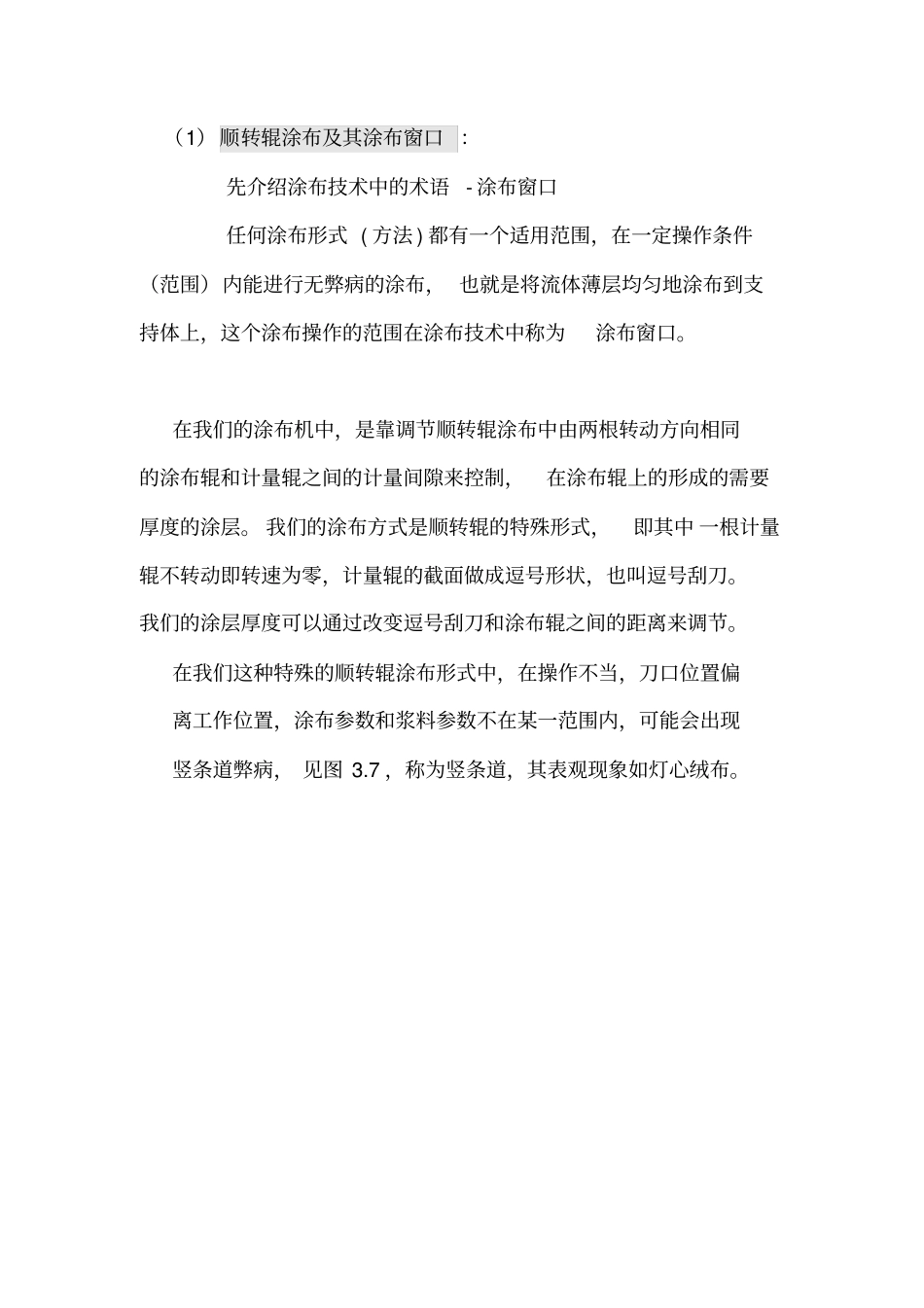
1B 所示是我们涂布机的涂布工作原理,我们涂布机的工作原理由两个过程:(1)顺转辊定厚过程( 2)逆转辊涂层转移过程图 3
1B 三辊涂布(1)顺转辊涂布及其涂布窗口:先介绍涂布技术中的术语- 涂布窗口任何涂布形式 ( 方法 ) 都有一个适用范围,在一定操作条件(范围)内能进行无弊病的涂布, 也就是将流体薄层均匀地涂布到支持体上,这个涂布操作的范围在涂布技术中称为涂布窗口
在我们的涂布机中,是靠调节顺转辊涂布中由两根转动方向相同的涂布辊和计量辊之间的计量间隙来控制,在涂布辊上的形成的需要厚度的涂层
我们的涂布方式是顺转辊的特殊形式,即其中 一根计量辊不转动即转速为零,计量辊的截面做成逗号形状,也叫逗号刮刀
我们的涂层厚度可以通过改变逗号刮刀和涂布辊之间的距离来调节
在我们这种特殊的顺转辊涂布形式中,在操作不当,刀口位置偏离工作位置,涂布参数和浆料参数不在某一范围内,可能会出现竖条道弊病, 见图 3
7 ,称为竖条道,其表观现象如灯心绒布
7 竖条道涂布弊病出现条道的条件见图3
9 见图 3
9 ,顺转辊涂布窗口图中: 间隙/ 辊径比 H/R, 毛细准数 Ca=μ U/σ式中: H 两辊间的间隙, R—两辊的当量半径,μ —流体黏度, U—辊的表面线速度,σ —流体的表面张力
图中在曲线下部的均匀涂布区域,也就是H – 两辊间的间隙,R—两辊的当量半径,μ —流体黏度, U—辊的表面线速度,σ —流体的表面张力
它们的相互关系满足图中的条件时,也就是在毛细准数Ca=μ U/σ 数值较小的范围,间隙/ 辊径比 H/R 较大时,能进行均匀涂布,涂布条件进入了涂布窗口
在极片涂布中,浆料黏度比较大,因此涂布速度受到限止,只能在较低的速度涂布
另外,如果在辊筒直径已经确定的情况下,较大的间隙