二氧化碳气体保护焊的知识 2011 年08 月29 日 08:37w ja-jsnj 的博客107 次阅读 共有评论0 条 二氧化碳气体保护焊的知识 1、适用范围 二氧化碳气体保护焊是利用二氧化碳气体为保护体,依靠焊丝与焊件之间产生的电弧熔化金属,并与焊丝形成焊缝的一种电弧焊方法
主要用于焊接低碳钢和低合金钢等黑色金属,还可用于耐磨件的堆焊,补焊等,二氧化碳气体保护焊不仅适用于构件长的焊缝自动焊,还因不用焊剂而使设备较简单,也适用于半自动短焊缝
2、工艺流程 拼装—焊接——校正——二次下料-----制孔----装焊其它零件-----校正----打磨---打砂-----油漆----搬运---贮存---运输
3、操作工艺 1、焊丝的直径的选择
焊丝直径应根据工件厚度,施焊位置和生产率的要求来选择
焊接薄板或中厚板的立、横、仰焊时、多采用1
2 ㎜以下的焊丝:在平焊位置焊接中厚板时,采用1
6 ㎜以上的焊丝,焊丝直径在0
8 时工作厚度在1~3 ㎜,短路过渡,1
0 时工作厚度在1
5~6 ㎜各种位置,短路过渡
2 ㎜时工作厚度在2~12 ㎜各种位置,平焊,角焊,短或大滴过渡
6 ㎜时工作厚度在6~25 ㎜各种位置、平焊或角焊,短路或大滴过渡,焊丝直径大于2 ㎜时工作厚度大于12 ㎜平焊角焊,大滴过渡
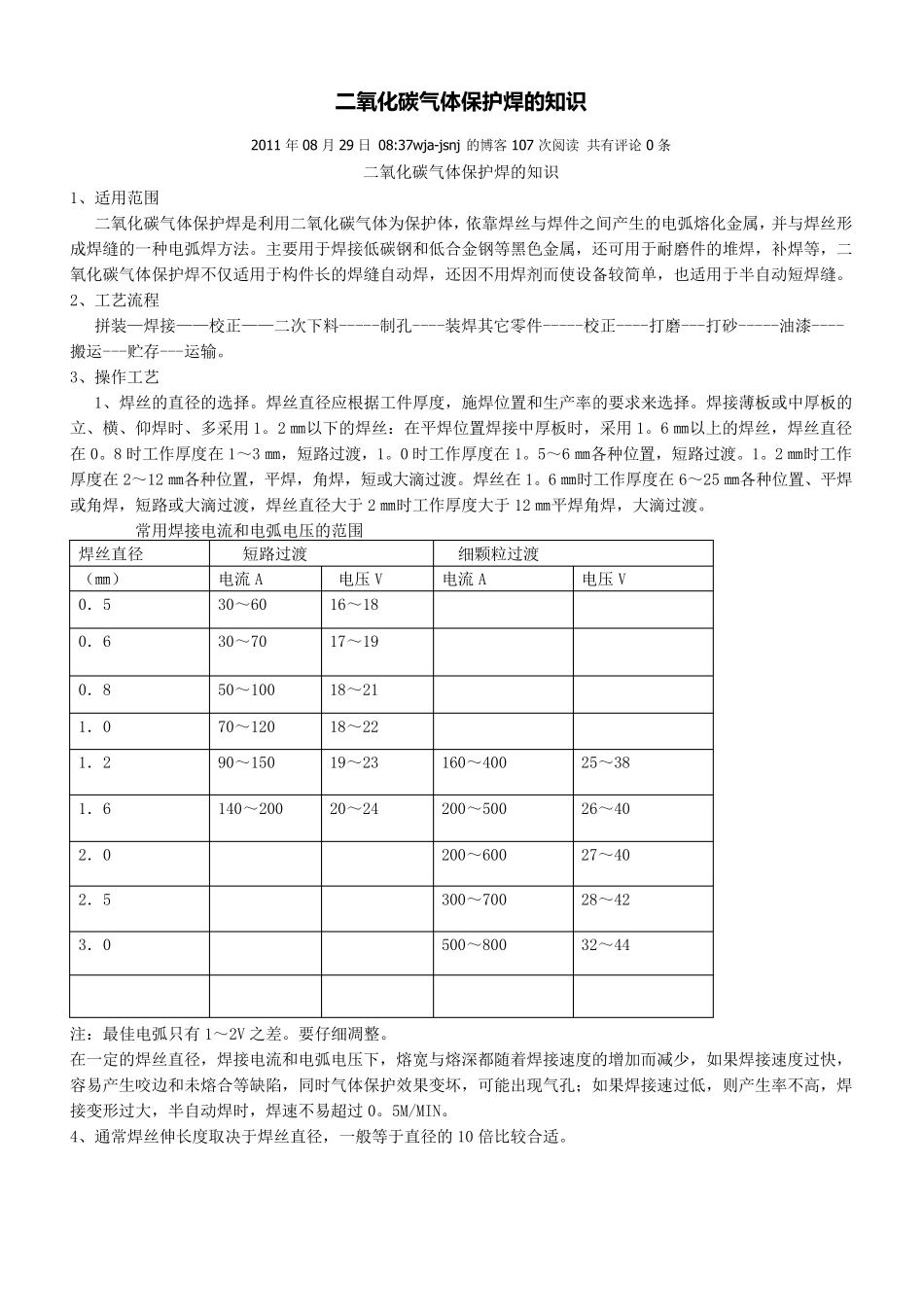
常用焊接电流和电弧电压的范围 焊丝直径 短路过渡 细 颗 粒 过渡 ( ㎜) 电流A 电压V 电流A 电压V 0. 5 30~60 16~18 0. 6 30~70 17~19 0. 8 50~100 18~21 1. 0 70~120 18~22 1. 2 90~150 19~23 160~400 25~38 1. 6 140~200 20~24 200~500 26~40 2. 0 200~600 27~40 2. 5 300~700 28~42 3. 0