摘要采用化学交联、化学发泡法挤出了低发泡PE棒材
研究发现,当口模温度为170℃左右、螺杆转速为55r/min~64r/min时,熔体的黏度、弹性适合发泡;而当每100gPE中,AC用量为2g,DCP用量为0
4g,ZnO+Zn(St)2用量为2g时,可以得到外观光滑、手感好、泡孔细密的PE低发泡材料
关键词挤压;发泡剂;交联0引言聚乙烯(PE)泡沫塑料具有优异的物理、化学和力学性能,它的低发泡制品质轻、耐腐蚀、隔热、绝缘,具有一定的韧性,可进行钉、锯等机械性加工,广泛用于化工、建筑等领域
近年来装饰市场对化学建材需求的增长,给泡沫材料的开发提供了很好的机遇
PE泡沫的成型工艺分为化学发泡法和物理发泡法
物理发泡法需专用输送物理发泡剂的设备,或增加很繁琐的工艺,成本较高
化学发泡法又分化学交联和辐射交联,而辐射交联也需很昂贵的辐照设备,投资很大;化学交联生产PE发泡制品多见于模压法生产,生产不连续,制品应用受到很大限制
鉴于此,笔者对PE挤出化学交联发泡工艺及助剂进行了初步的探讨
1原料与设备高密度聚乙烯HDPE,工业品;低密度聚乙烯LDPE,工业品;偶氮二甲酰胺AC,工业品;过氧化二异丙苯DCP,化学纯;氧化锌ZnO,硬酯酸锌Zn(St)2,碳酸钙等均为工业品
SK-160B双辊炼塑机,上海橡胶机械厂;LSJ120转矩流变仪,上海轻机模具厂;其他实验仪器自制
2工艺流程1
3性能测试密度测定按GB1033-70进行;用肉眼观测发泡样条的外观及泡孔结构
2结果与讨论2
1工艺条件对泡沫性能的影响2
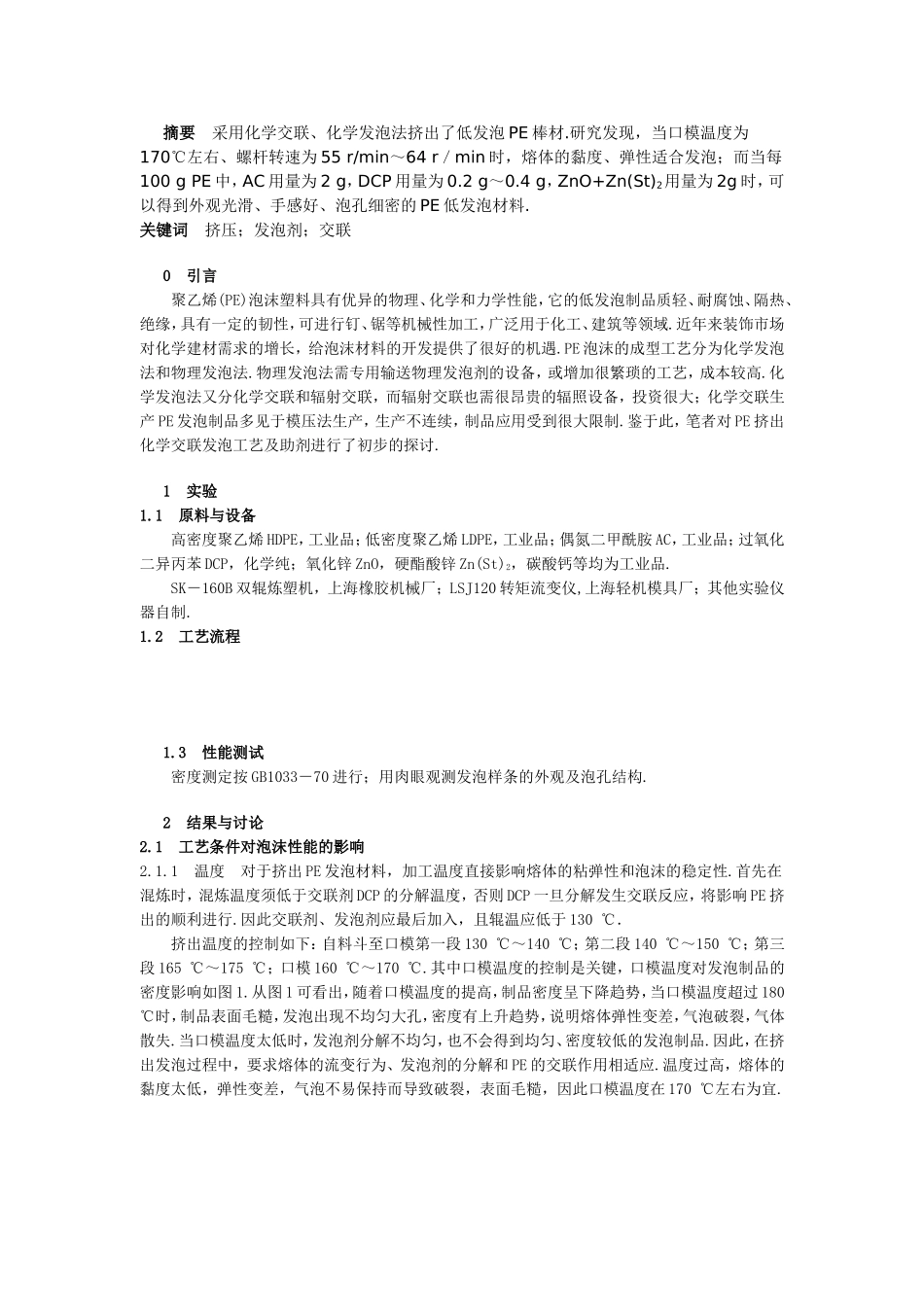
1温度对于挤出PE发泡材料,加工温度直接影响熔体的粘弹性和泡沫的稳定性
首先在混炼时,混炼温度须低于交联剂DCP的分解温度,否则DCP一旦分解发生交联反应,将影响PE挤出的顺利进行
因此交联剂、发泡剂应最后加入,且辊温应低于130℃.挤出温度的控制如下