精品瓶胚常见缺陷分析及处理方法1
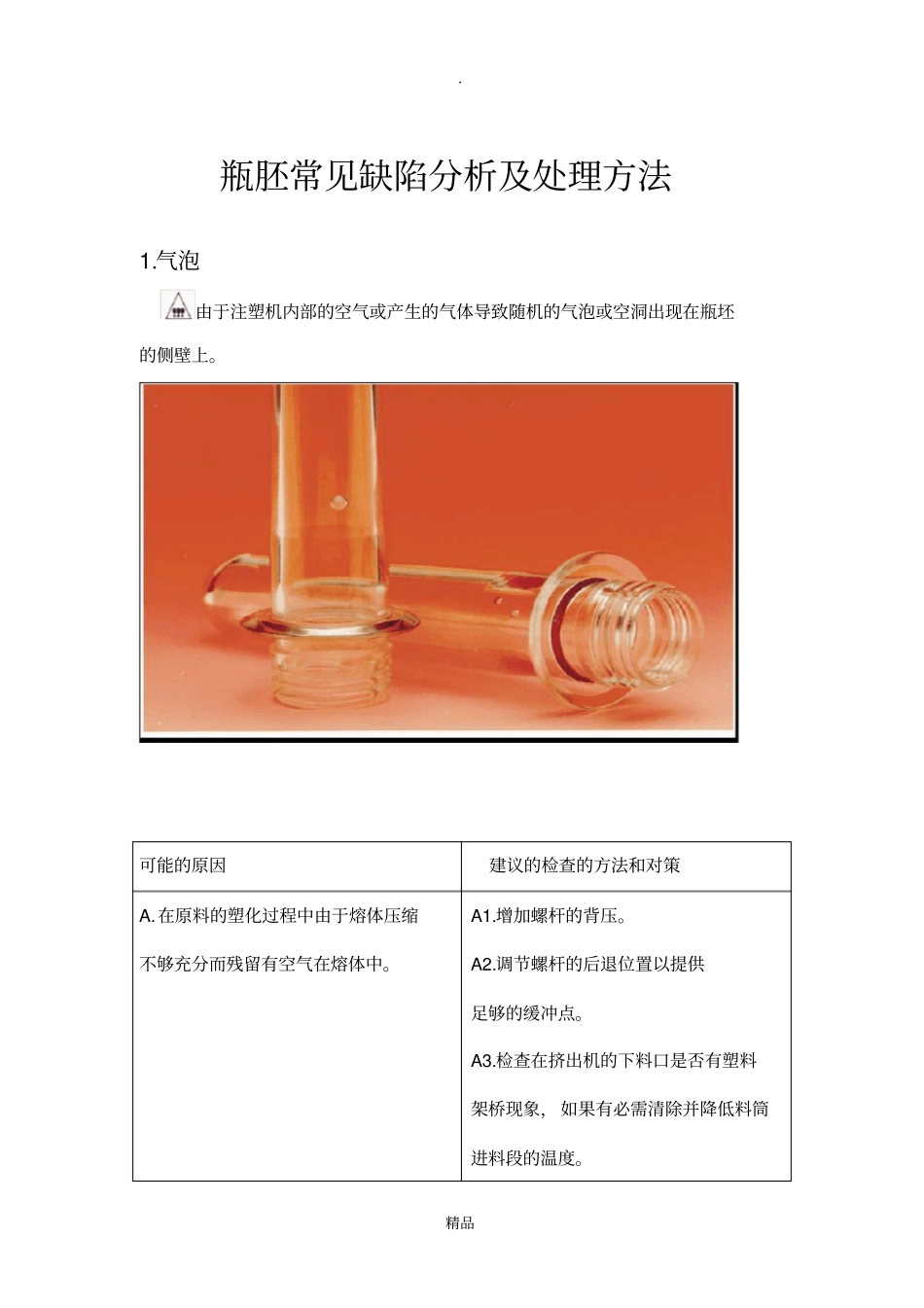
气泡由于注塑机内部的空气或产生的气体导致随机的气泡或空洞出现在瓶坯的侧壁上
可能的原因建议的检查的方法和对策A
在原料的塑化过程中由于熔体压缩不够充分而残留有空气在熔体中
增加螺杆的背压
调节螺杆的后退位置以提供足够的缓冲点
检查在挤出机的下料口是否有塑料架桥现象, 如果有必需清除并降低料筒进料段的温度
因过量的减压而吸入空气
通过减小螺杆的后退距离或者后退停留时间来减少降压
进料段温度过高而使原料过早的熔化
降低进料段的温度
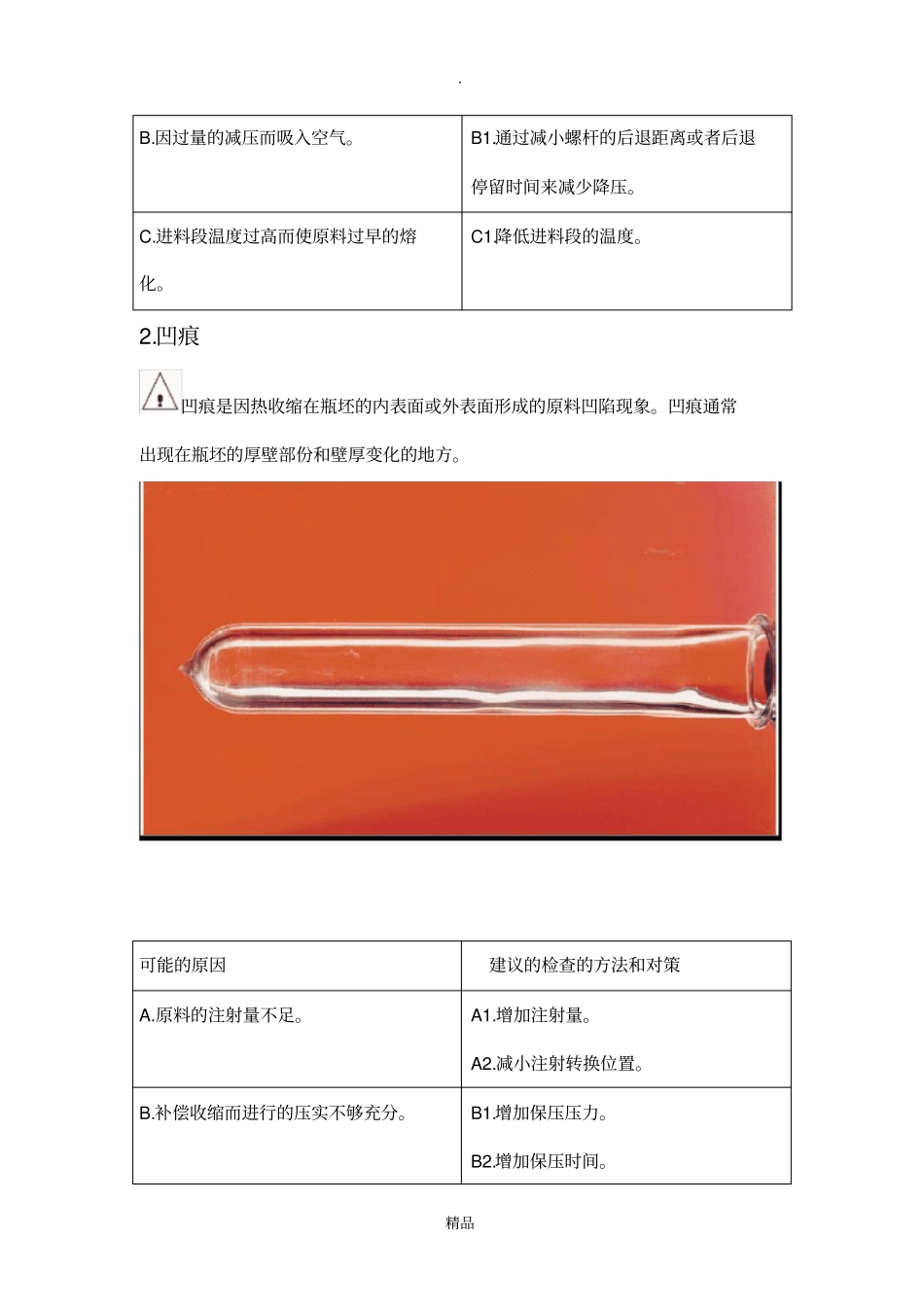
凹痕凹痕是因热收缩在瓶坯的内表面或外表面形成的原料凹陷现象
凹痕通常出现在瓶坯的厚壁部份和壁厚变化的地方
可能的原因建议的检查的方法和对策A
原料的注射量不足
减小注射转换位置
补偿收缩而进行的压实不够充分
增加保压压力
增加保压时间
过高的熔化温度引起的过收缩
降低机器的加热温度
降低模具的加热温度
模具冷却不够充分引起的过收缩
检查水冷却系统:水压,水流量和水温
检查模具的冷却水道有无污染或堵塞情况
增加瓶坯的冷却时间
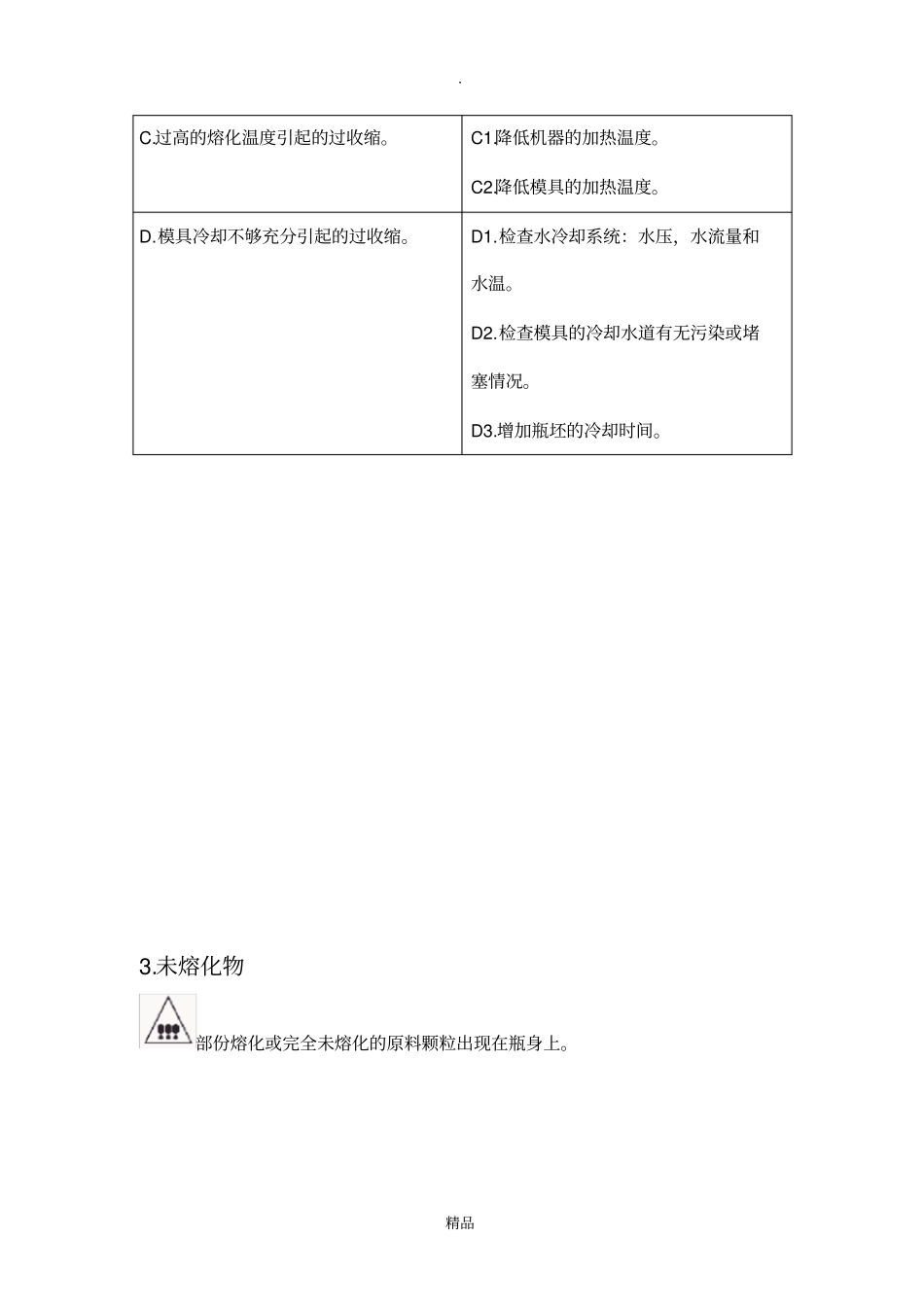
未熔化物部份熔化或完全未熔化的原料颗粒出现在瓶身上
精品可能的原因建议的检查的方法和对策A
进入料筒的原料颗粒温度太低或不均匀造成所需的熔化时间加长
检查干燥机的运转是否正常:干燥温度(原料所需的),空气流量和原料在料斗停留的时间
检查在料斗中是否有原料流动的“绿色通道”
原料的熔点太高
通过观察原料颗粒的变色来检查是否原料有降解
通过 DSC 分析来检查在出现在瓶坯上的未熔颗粒的熔点和结晶度
原料颗粒尺寸大小超过标准或者不均匀
检查原料颗粒是否有合适的尺寸和均匀度
短射在一个完全的注塑成型过程中, 充