连铸基本工艺规程1 基本工艺技术参数1
1 炼钢设备60t 顶底复吹转炉 2 座出钢量平均 62t ,最大 68t 冶炼周期 30~35 分1
2 连铸机主要技术参数连铸机机型:全弧形矫直方式:连续矫直连铸机基本半径 R=8m 连铸机冶金长度~ 30m 浇注断面:方坯: 150×150mm 矩形坯: 165×225mm;165×280mm 定尺长度 6000 ~12000mm 流间距: 1250 mm 铸机拉速范围 150×150mm 方坯: 2
5m/min ,最大 3
3m/min ; 165×225mm 矩形坯: 1
7m/min ,最大 2
0m/min ; 165×280mm 矩形坯: 1
4m/min ,最大 1
8m/min ; 0
5 m/min
送引锭杆速度 1
8m/min 结晶器为窄缝导流水套式结晶器,铜管长度900mm 振动装置采用全板簧振动装置,并选择合适的振动参数(振幅± 3~± 4,频率 100~280 次/min ),以获得最佳的负滑脱率
铸坯导向及拉矫装置采用连续矫直五辊拉矫机,铸坯通过矫直区时, 其曲率半径由R8m 连续均匀变化,应变变化均匀,变形速率低而稳定,矫直区内剪切应力接近零
二冷系统全水冷却,喷淋管式引锭杆装入方式下装式引锭杆存放装置采用电机驱动、弹簧夹紧一对夹辊夹住引锭杆,锁紧销锁紧
铸坯切割在线火焰切割机切割辊道分流链条集中传动式辊道出坯方式双向移坯机出坯辊道面标高 +0
00m 浇注平台标高 +8
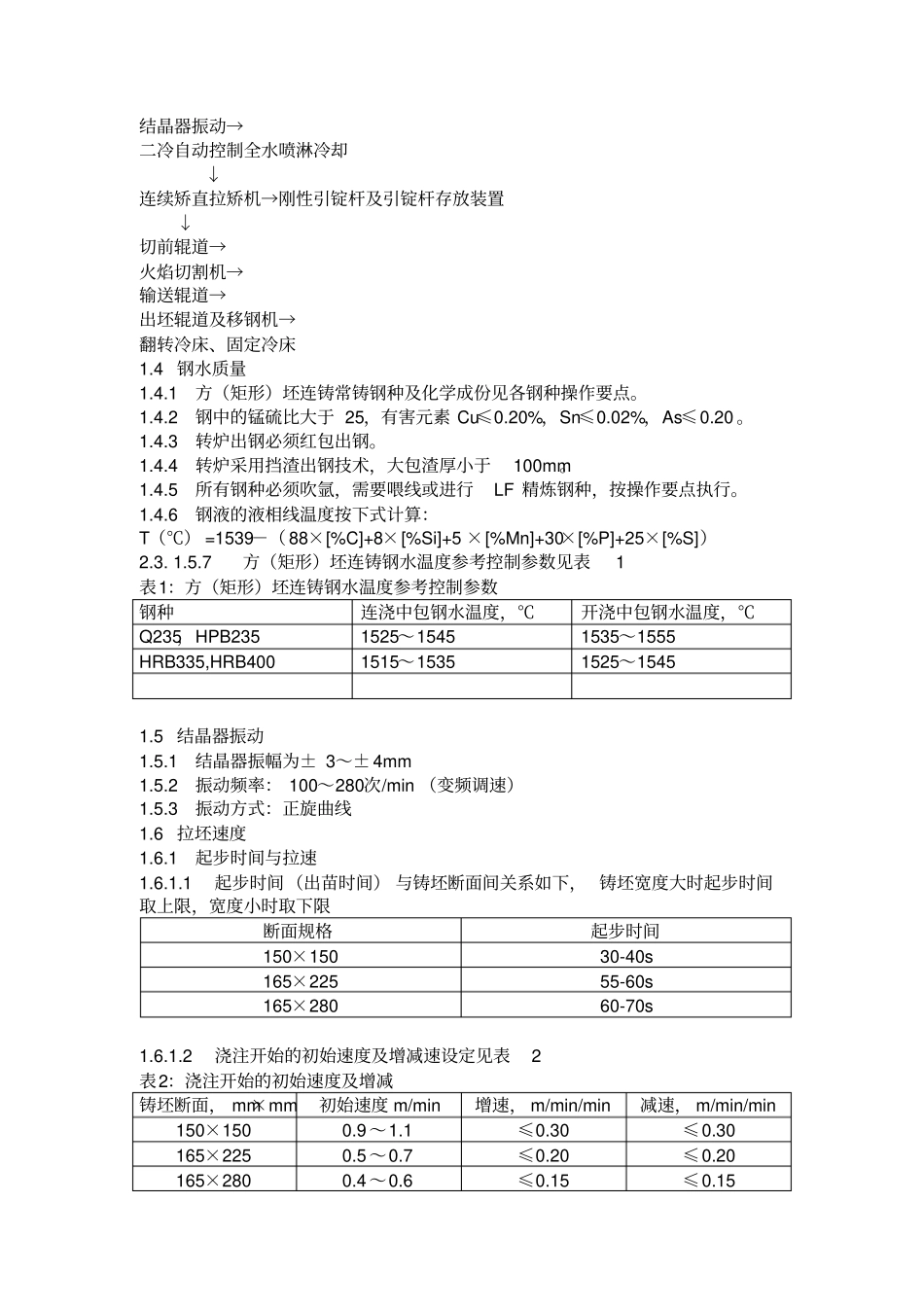
3 连铸车间工艺流程合格钢水→钢包回转台(钢包称重)→(钢包保护套管氩气密封)→中间罐车→大容量中间罐→(浸入式)水口→结晶器→结晶器振动→二冷自动控制全水喷淋冷却↓连续矫直拉矫机→刚性引锭杆及引锭杆存放装置↓切前辊道→火焰切割机→输送辊道→出坯辊道及移钢机→翻转冷床