RD350 焊机使用与安全培训1、焊接准备:检查保护气、焊丝、面板显示值确认(主要是“使用者内容”选择是否选择正确,有 File0,1,2,3 四个)
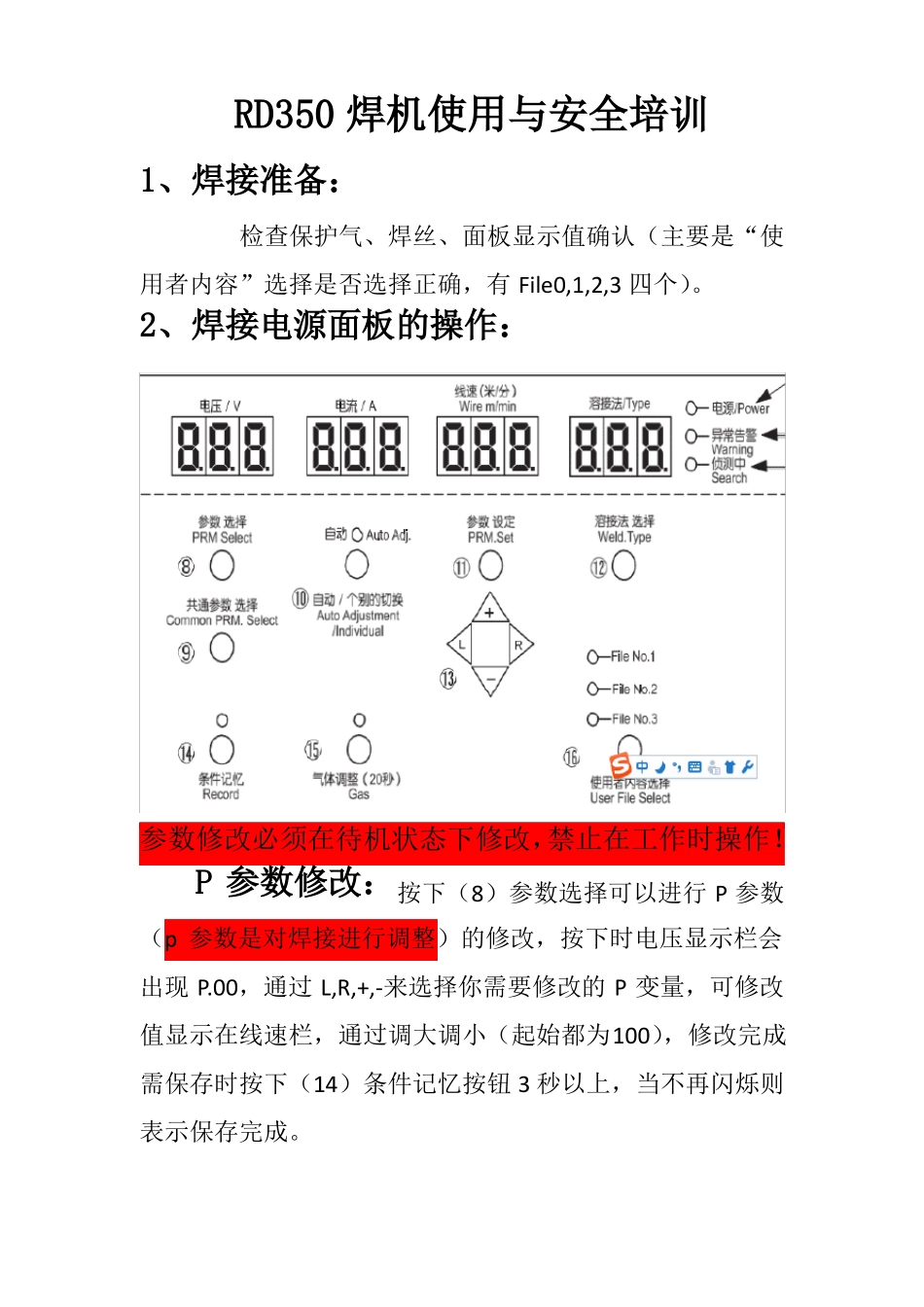
2、焊接电源面板的操作:参数修改必须在待机状态下修改,禁止在工作时操作
P 参数修改:按下(8)参数选择可以进行 P 参数(p 参数是对焊接进行调整)的修改,按下时电压显示栏会出现 P
00,通过 L,R,+,-来选择你需要修改的 P 变量,可修改值显示在线速栏,通过调大调小(起始都为100),修改完成需保存时按下(14)条件记忆按钮 3 秒以上,当不再闪烁则表示保存完成
C 参数修改:按下(9)共通参数选择可进行 C 参数(C 参数是焊接电源共通参数)的修改,按下时电压显示栏会出现 C
00,过 L,R,+,-来选择你需要修改的 C 变量,可修改值显示在线速栏,通过调大调小来表示,修改完成需保存时按下(14)条件记忆按钮 3 秒以上,当不再闪烁则表示保存完成
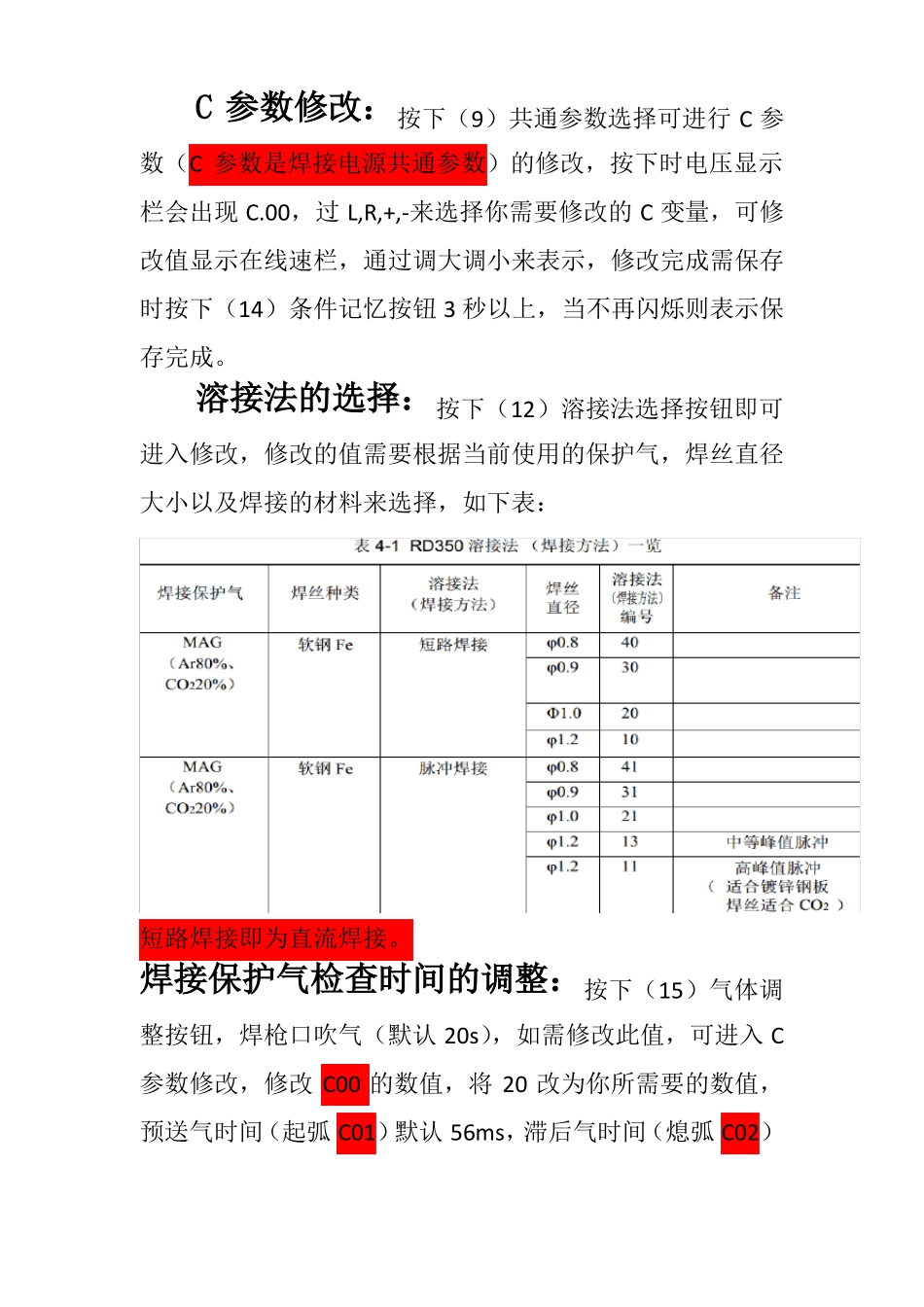
溶接法的选择:按下(12)溶接法选择按钮即可进入修改,修改的值需要根据当前使用的保护气,焊丝直径大小以及焊接的材料来选择,如下表:短路焊接即为直流焊接
焊接保护气检查时间的调整:按下(15)气体调整按钮,焊枪口吹气(默认 20s),如需修改此值,可进入 C参数修改,修改 C00 的数值,将 20 改为你所需要的数值,预送气时间(起弧 C01)默认 56ms,滞后气时间(熄弧 C02)默认 500ms,根据需要进行修改即可
送丝马达的选择:可通过修改 C 参数中的 C09 的数值来实现送丝马达的选择:,C09=0 时为 WT310ELC 型电机,C09=1 时为伺服焊枪,C09=2 时为双驱永磁电机,C09=3 时为双驱印刷电机(出厂设定),修改完成后按下(14)“条件记忆”按钮 3 秒以上,不闪烁即为保存成功
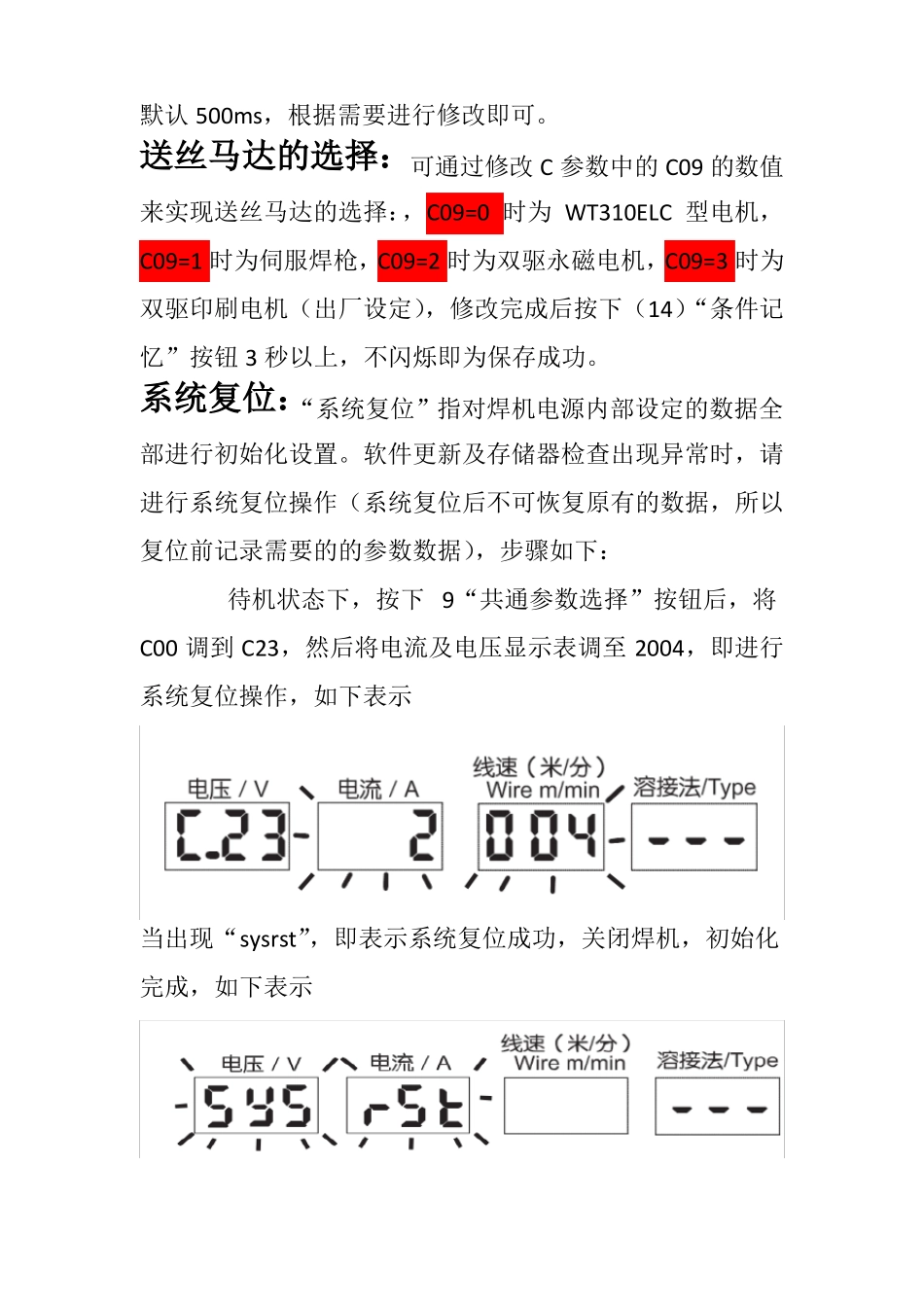
系统复位:“系统复位”指对焊机电源内部设定的数据全部进行初