如何检漏 一.判断漏气 在调谐报告中发现M/Z 28 的丰度大于M/Z 69 的10%,并且M/Z 32 的丰度相当于M/Z 28 的1/4 左右
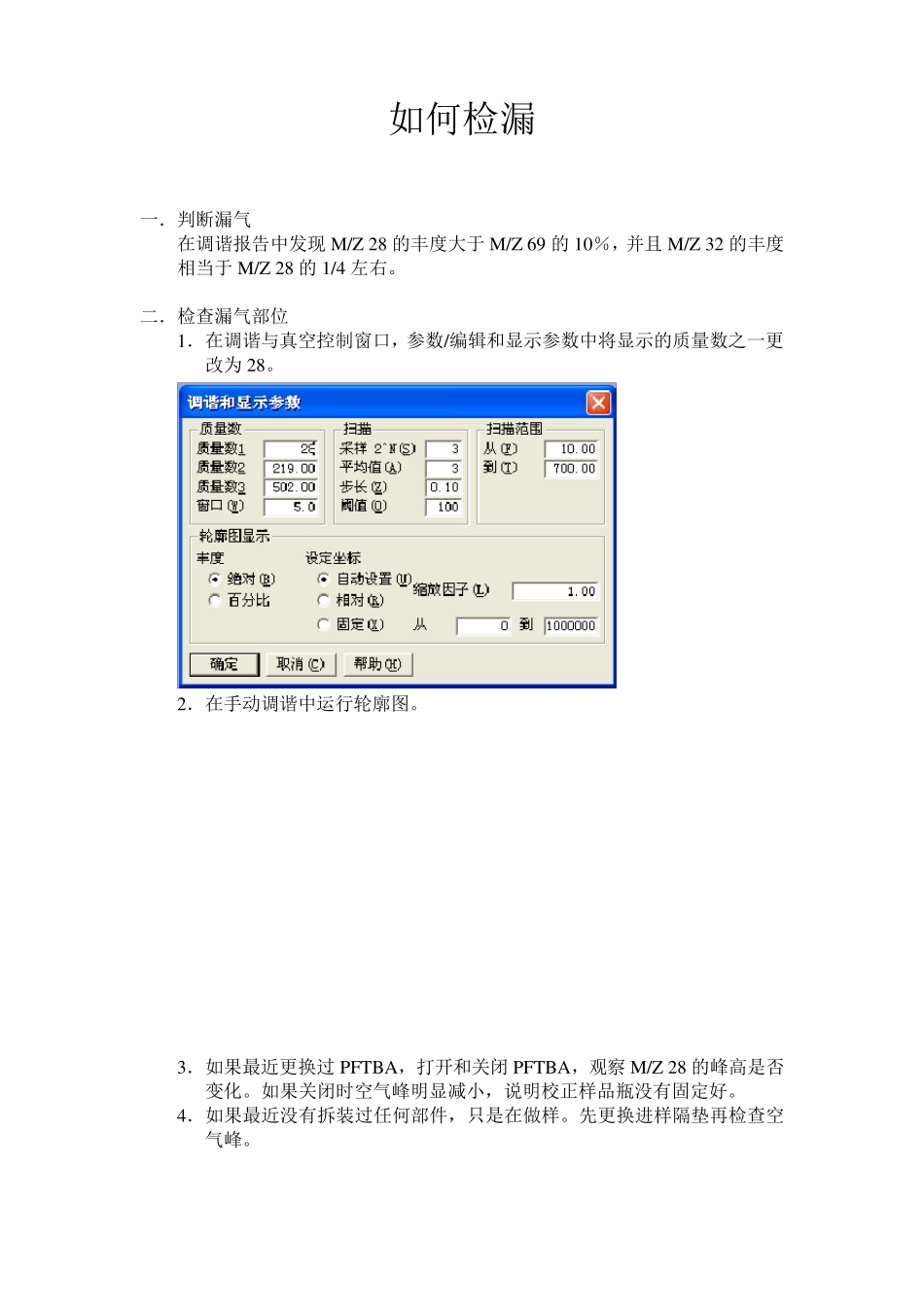
二.检查漏气部位 1.在调谐与真空控制窗口,参数/编辑和显示参数中将显示的质量数之一更改为 28
2.在手动调谐中运行轮廓图
3.如果最近更换过 PFTBA,打开和关闭 PFTBA,观察 M/Z 28 的峰高是否变化
如果关闭时空气峰明显减小,说明校正样品瓶没有固定好
4.如果最近没有拆装过任何部件,只是在做样
先更换进样隔垫再检查空气峰
5.在GC 面板上修改柱头压或柱流量
如果: M/Z 28 的峰高随着柱流量增大而增大——说明空气在GC 外管线内
处理办法:不关闭载气将总管线拧松排放几分钟
M/Z 28 的峰高随着柱流量增大而减小——说明存在漏气
需要查找漏气部位
按照以下步骤进行 6.如果最近重新安装过柱子,在GC 面板上改变分流出口流量(注意先关闭节省载气)
如果分流出口流量增大时空气峰减小——说明进样口一端漏气
将螺丝拧下,检查柱子的位置(4-6m m )重新固定
如果这里没有问题,则停止轮廓图,并且点击 MS 关闭
按照下面步骤进行
7.准备一种易挥发的溶剂(如丙酮)在调谐和显示菜单中更改一个质量数为该溶剂的特征离子(如用丙酮更改为58)
在手动调谐中运行轮廓图
用棉签蘸取溶剂,放到GC/MS 接口附近,观察溶剂峰是否出现
如果出现,则是接口螺丝处漏气
处理方法:先把螺丝松回 一点点,然 后 拧紧 1/4 圈 ,再 次 用溶剂检查
直 至 无 溶剂峰出现
8.以上部位都 确 认 没有问题,按照步骤 7 将棉签放在其 他 部位,如放空阀周 围
如果确 认 是这里的问题,拧紧 螺丝
如果漏气又 拧不动,则是这里的密 封 圈 损 坏 ,必 须 先按照关机 程 序 将系 统 放空后 再 处理