Q/YDL 31
06-2005 1 CO2 气体保护焊工艺标准 1
本标准适用于一般低碳钢,普通低合金结构钢的CO2 气体保护焊加工
在图样、工艺指导卡无要求的情况下,可执行本标准的规定
焊工必须经过二氧化碳气体保护焊理论学习和实际培训,经考核并取得相应合格证书,方可从事相应的焊接工作
准备工作标准及工艺纪律 2
1 准备工作标准 2
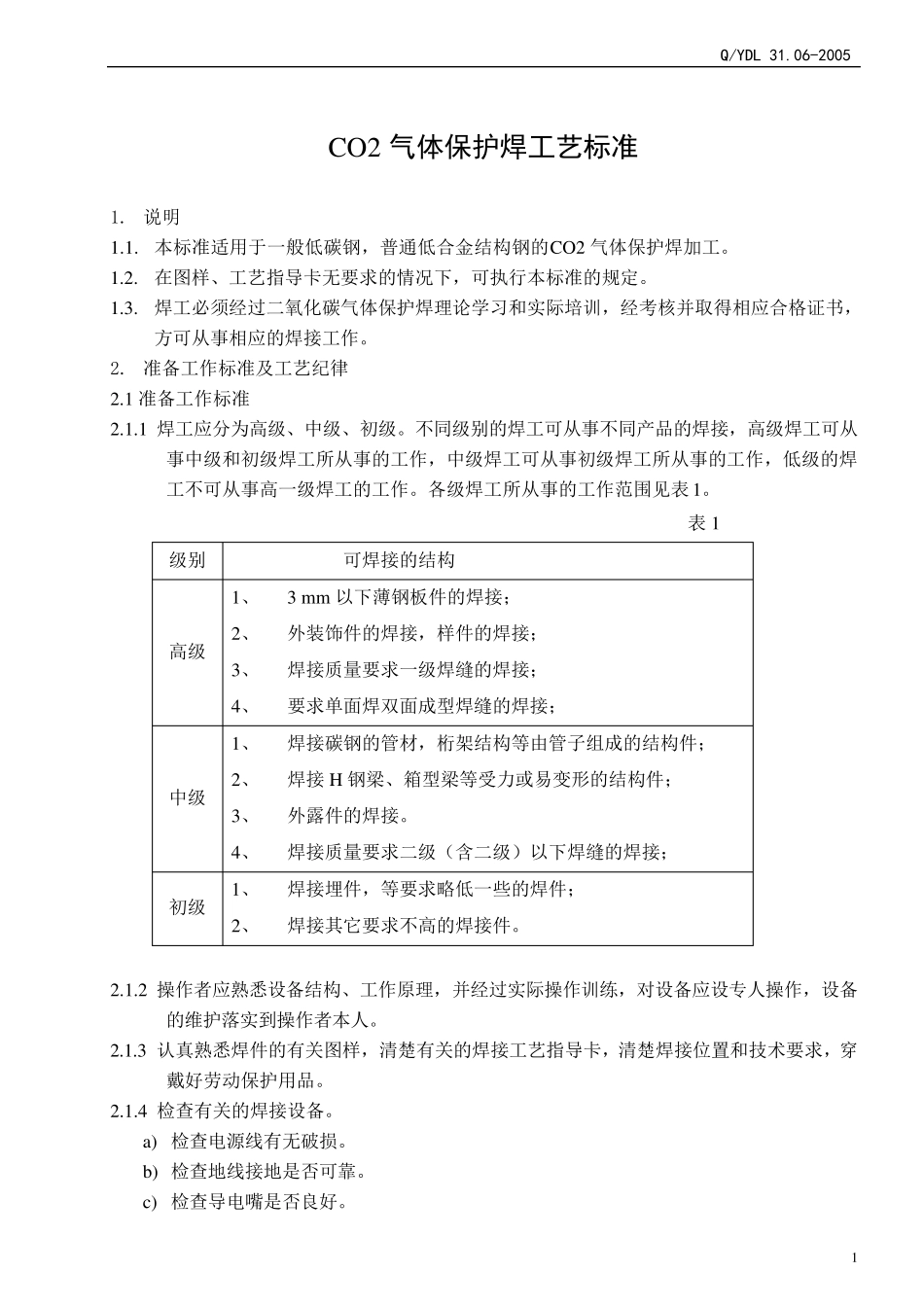
1 焊工应分为高级、中级、初级
不同级别的焊工可从事不同产品的焊接,高级焊工可从事中级和初级焊工所从事的工作,中级焊工可从事初级焊工所从事的工作,低级的焊工不可从事高一级焊工的工作
各级焊工所从事的工作范围见表 1
表 1 级别 可焊接的结构 高级 1、 3 m m 以下薄钢板件的焊接; 2、 外装饰件的焊接,样件的焊接; 3、 焊接质量要求一级焊缝的焊接; 4、 要求单面焊双面成型焊缝的焊接; 中级 1、 焊接碳钢的管材,桁架结构等由管子组成的结构件; 2、 焊接 H 钢梁、箱型梁等受力或易变形的结构件; 3、 外露件的焊接
4、 焊接质量要求二级(含二级)以下焊缝的焊接; 初级 1、 焊接埋件,等要求略低一些的焊件; 2、 焊接其它要求不高的焊接件
2 操作者应熟悉设备结构、工作原理,并经过实际操作训练,对设备应设专人操作,设备的维护落实到操作者本人
3 认真熟悉焊件的有关图样,清楚有关的焊接工艺指导卡,清楚焊接位 置 和技 术 要求,穿戴 好 劳 动 保护用品
4 检 查 有关的焊接设备
a) 检 查 电 源 线 有无破 损
b) 检 查 地 线 接地 是 否 可靠
c) 检 查 导电 嘴 是 否 良 好
Q/YDL 31
06-2005 2 d) 检查送丝机构是否可靠
e) 检查二氧化碳气瓶送气系统(气瓶压力表、气带、预热器、气阀