武汉华中数控 HNC-08M 系统培训 主要内容 ¾ 高速高精加工功能 ¾ 五轴加工功能介绍 ¾ 系统操作培训 ¾ 系统编程培训 ¾ 系统参数配置 ¾ 同步轴控制 1 高速高精加工 不同的加工对象对高速高精的要求不同: 模具加工:要求效率和加工曲面的光顺性,精度次之
零件加工:要求保证轮廓精度,效率次之
两种高速高精模式: G05
1 Q 1 :高速高精模式Ⅰ(精度优先) G05
1 Q 2 :高速高精模式Ⅱ(效率优先) G05
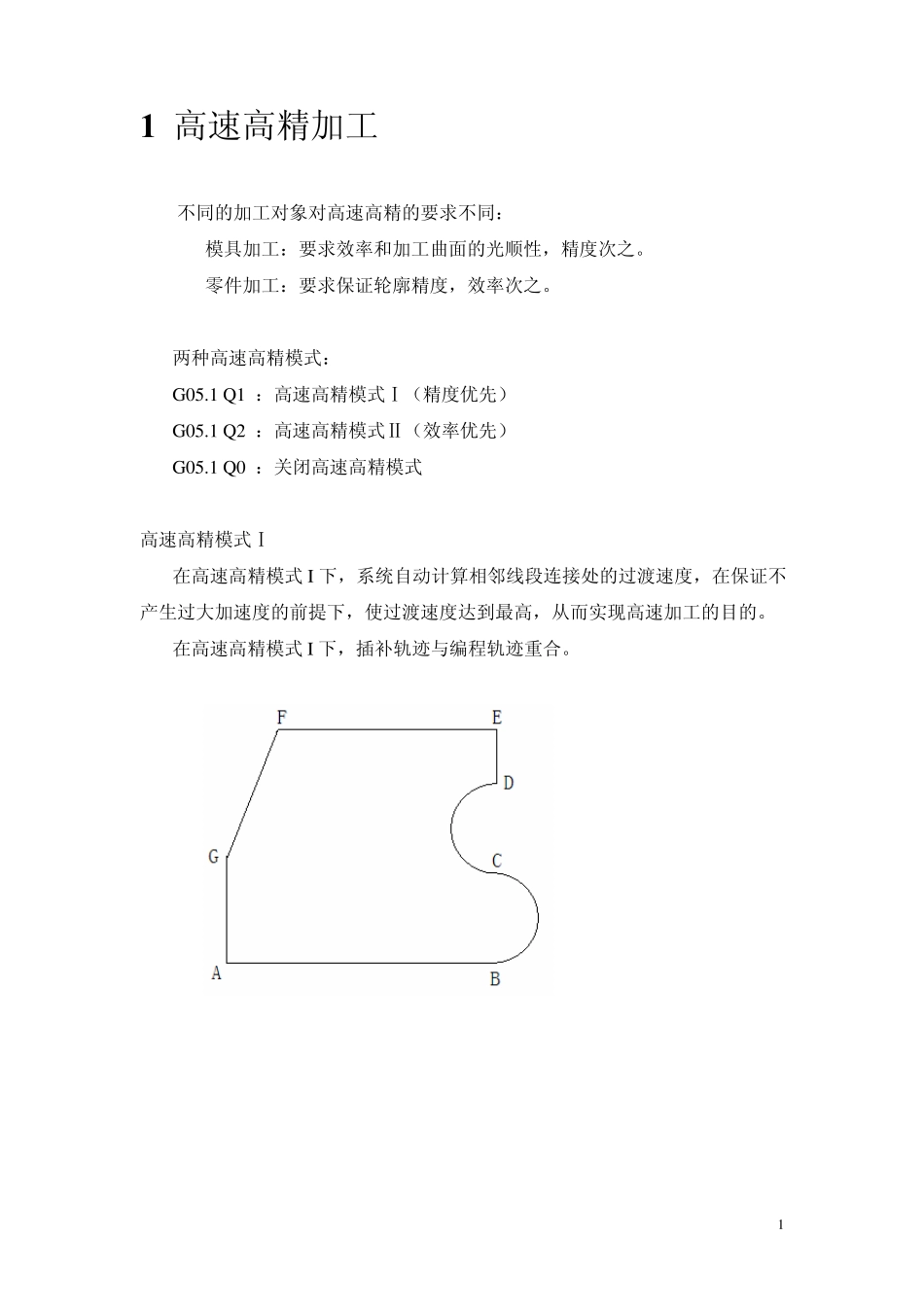
1 Q 0 :关闭高速高精模式 高速高精模式Ⅰ 在高速高精模式I 下,系统自动计算相邻线段连接处的过渡速度,在保证不产生过大加速度的前提下,使过渡速度达到最高,从而实现高速加工的目的
在高速高精模式I 下,插补轨迹与编程轨迹重合
1高速高精模式Ⅱ Ⅱ,即样条拟合/插补模式
在该模式下,程序中由 G 01 指定的刀高速高精模式具轨迹在满足样条条件的情况下被拟合成样条曲线进行插补
2模式Ⅱ优点: 原 CAD 设计形状,保证加工精度 1)最大限度还 )提高加工曲面的光顺性,满足模具加工对表面质量和加工效率的要求 2 3)大拐角处自动降速,保证棱角的尖锐性 3 样条拟合条件: )相邻线段矢量之间的夹角限制(参数P2050 设定) 1 )相邻线段的长度之比(参数P2051 设定) 超过限定值时,也不满足样条条件
定长度比值的限定值为ε(ε>1),则样条条件为: 2当前后两条直线段的长度L1 和 L2 的比值 假εε