H 型钢制作工艺流程 1 适用范围 本工艺标准适用于钢结构工程中H 型梁、柱及轻钢结构中变形截面H 型梁的制作
2 施工准备 2
1 主要材料 ( 1) 钢材的品种、规格、性能应符合设计要求和国家现行有关产品标准的规定;进口钢材产品的质量应符合设计和合同规定的要求;均应具有产品质量合格证明文件
材料进厂后,公司检测中心应及时对钢材的表面质量、化学成分及机械性能进行检验
钢材进入车间时,应对其规格、表面质量进行复查合格后方可施工
( 2) 焊接材料包括焊条、焊丝、焊剂和焊接保护气体等;均必须具有产品质量合格证明文件及产品使用说明书等
①焊条应符合国家现行标准《碳钢焊条》GB/T5117、《低合金钢焊条》GB/T5118 的规定; ②焊丝和焊剂:埋弧自动焊和气体保护焊焊丝的各项性能指标,应分别符合《埋弧焊用碳钢焊丝和焊剂》GB/T5293、《埋弧焊用低合金钢焊丝和焊剂》GB/12470、《熔化焊用钢丝》GB/T14957《气体保护焊用焊丝》GB/T8110 的各项规定
被选用的焊丝牌号必须与相应的钢材等级、焊剂和保护气体的成分相匹配
2 配套材料: 引弧、引出板、定位板等
3 主要机具:H 型钢组立机、组装胎架、定位焊用焊机、砂磨机、烤枪、割炬、碳刨钳等
4 主要量具:钢尺、平尺、塞尺、角尺、焊缝量规等
5 审查设计图纸:对图中的结构构件种类、数量、材质、各构件相互关系及接头的细部 尺寸进行认真核对,复杂的构件需放样审查
做好技术质量交底工作
6 绘制加工工艺图:以设计图纸为依据,编制详细的加工工艺图图纸
该图纸必须包括材质、材料规格、材料拼接、加工工艺要求、构件加工精度和焊接、收缩预留量
7 备料:根据加工工艺图计算各种材料,不同材质、不同规格型号的净用量
钢材用量应包括工艺损耗和非工艺损耗
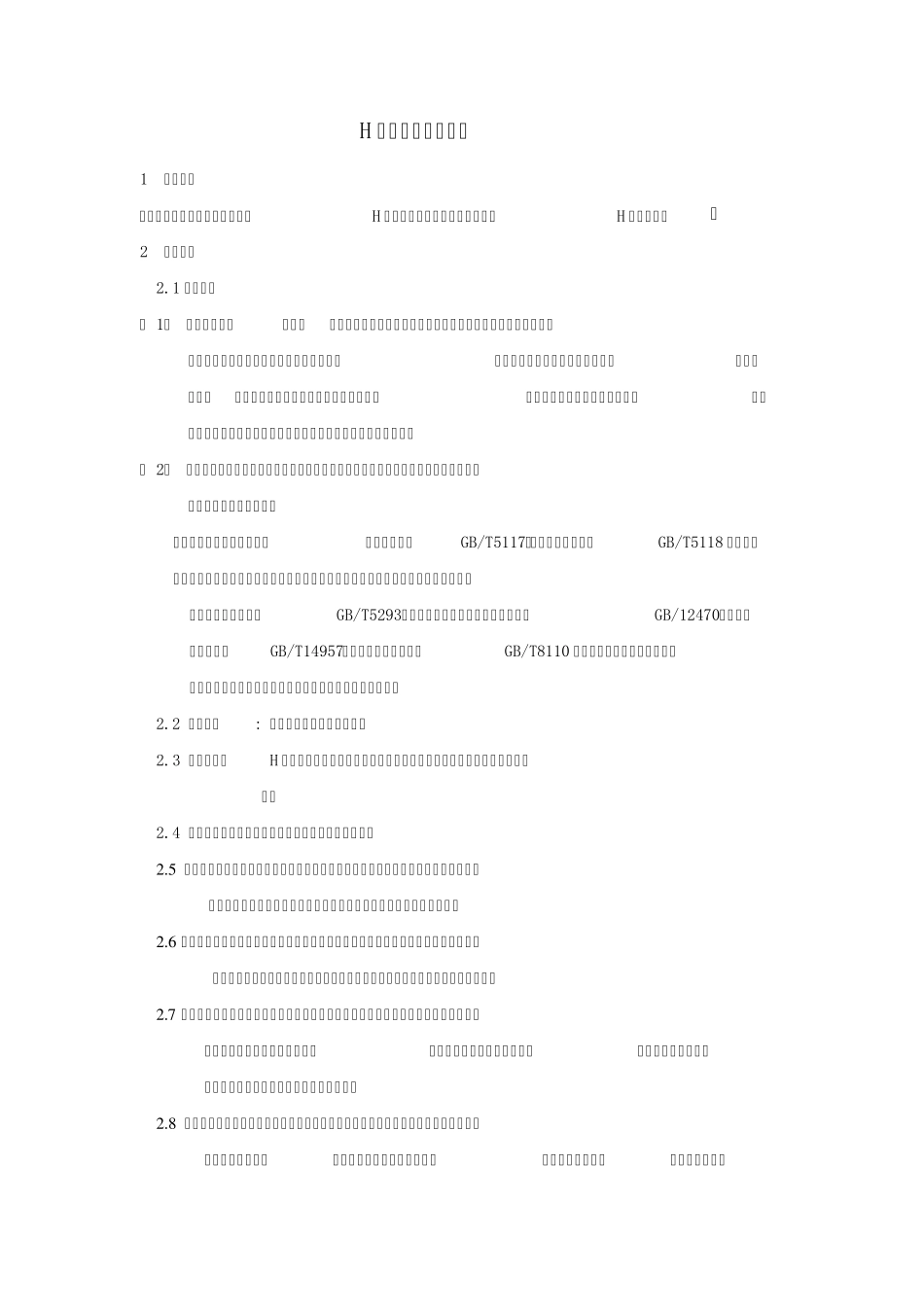
焊接材料均附有质量证明书,并符合设计