数控车异形螺纹的加工① G32 加工端面螺纹介绍:概述:端面螺纹大多以矩形螺纹为主,车床的自定心卡盘(盘丝)使用的就是这种结构
这类螺纹没有具体的代号标注,一般是文字注释
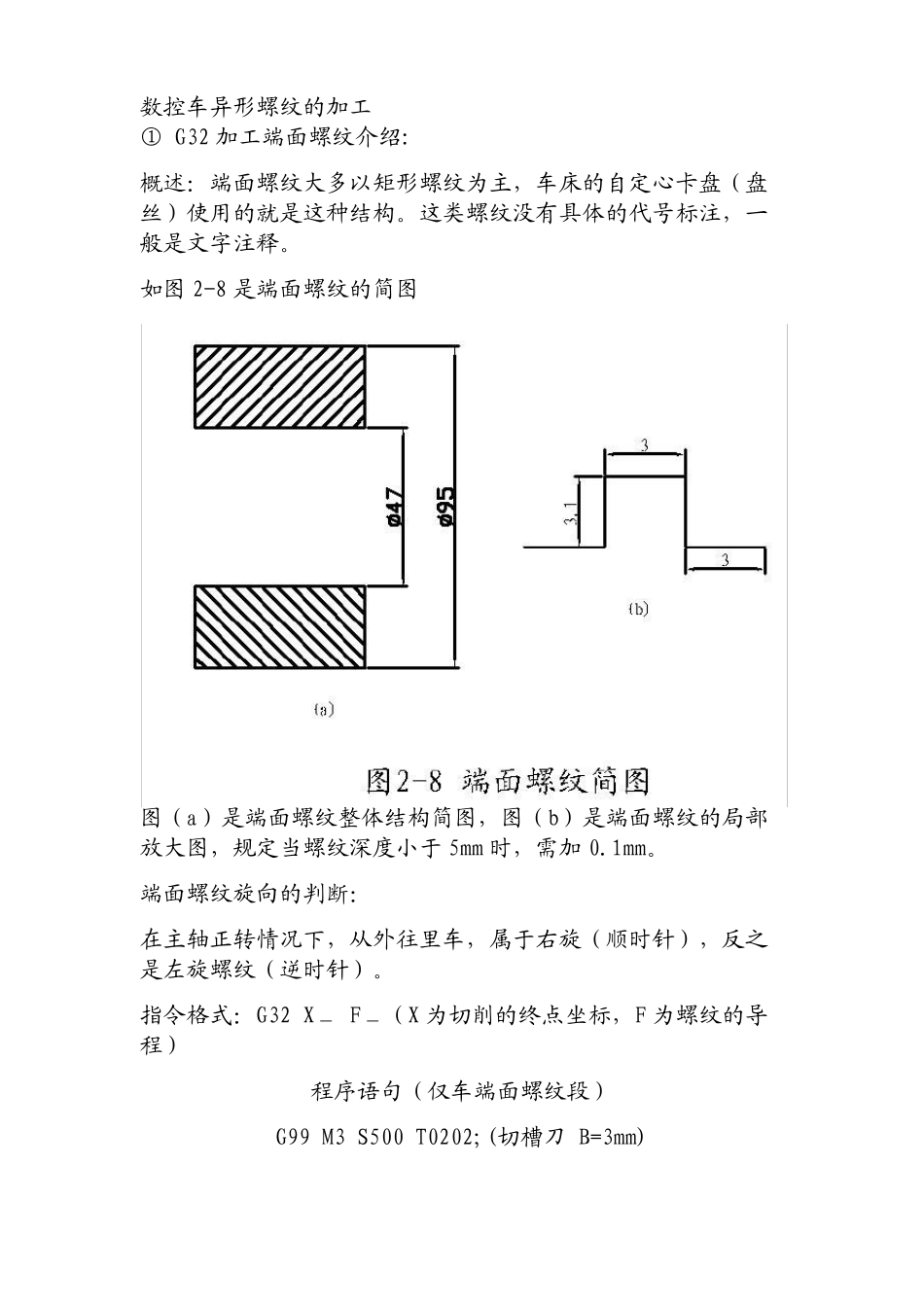
如图 2-8 是端面螺纹的简图图(a)是端面螺纹整体结构简图,图(b)是端面螺纹的局部放大图,规定当螺纹深度小于 5mm 时,需加 0
端面螺纹旋向的判断:在主轴正转情况下,从外往里车,属于右旋(顺时针),反之是左旋螺纹(逆时针)
指令格式:G32 X_ F_(X 为切削的终点坐标,F 为螺纹的导程)程序语句(仅车端面螺纹段)G99 M3 S500 T0202;(切槽刀 B=3mm)G0 X100
M8;Z-0
5;G32 X40
0;G0 Z3
7;(考虑刀刃宽G0 Z3
0;G32 X40
0;G0 Z3
5;G32 X40
0;G0 Z3
0;G32 X40
0;G0 Z3
5;G32 X40
0;G0 Z3
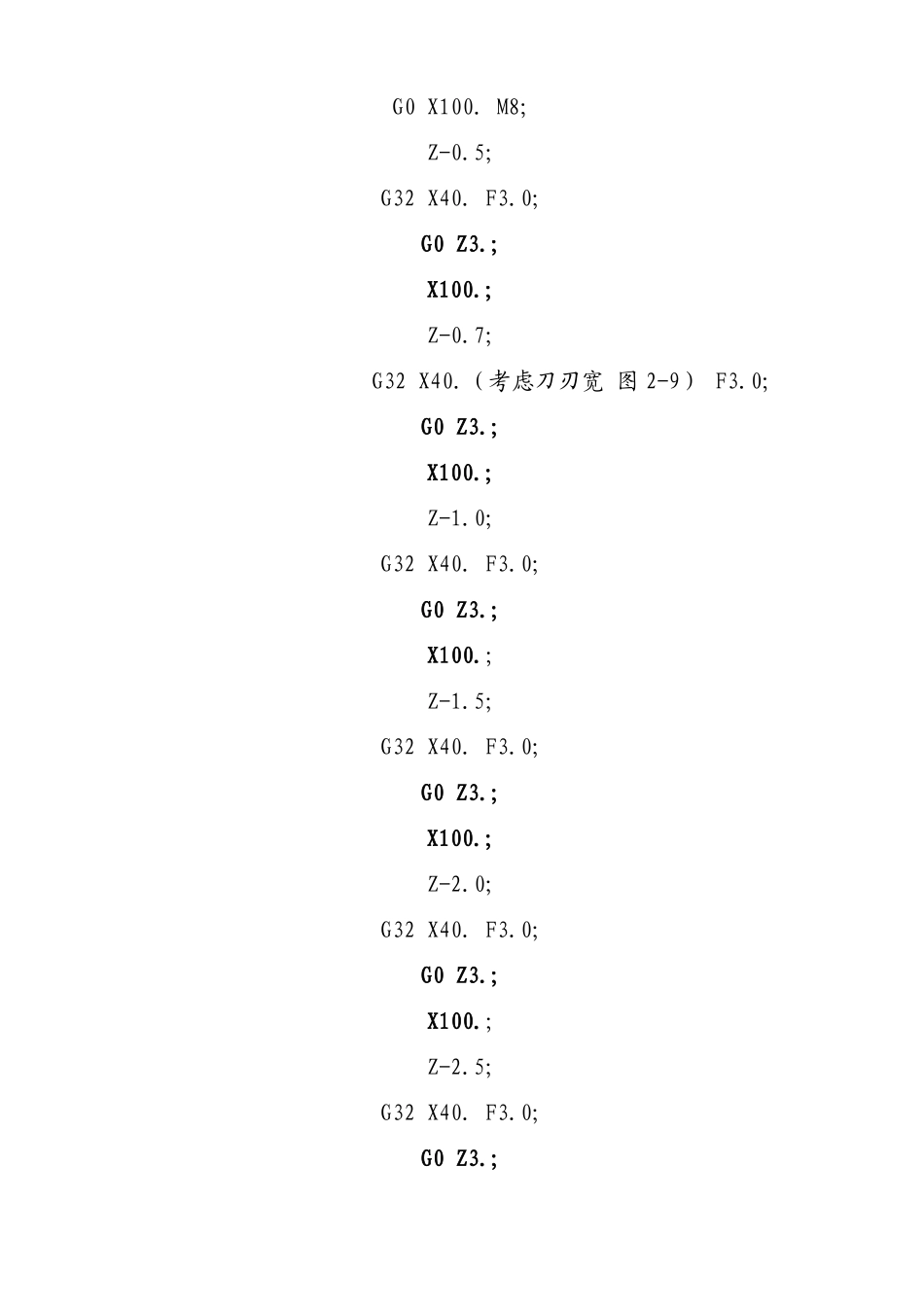
;2-9) G32 X40
0;X100
1;G32 X40
0;G0 Z90
;M5;M30;注:这几次定位要一致
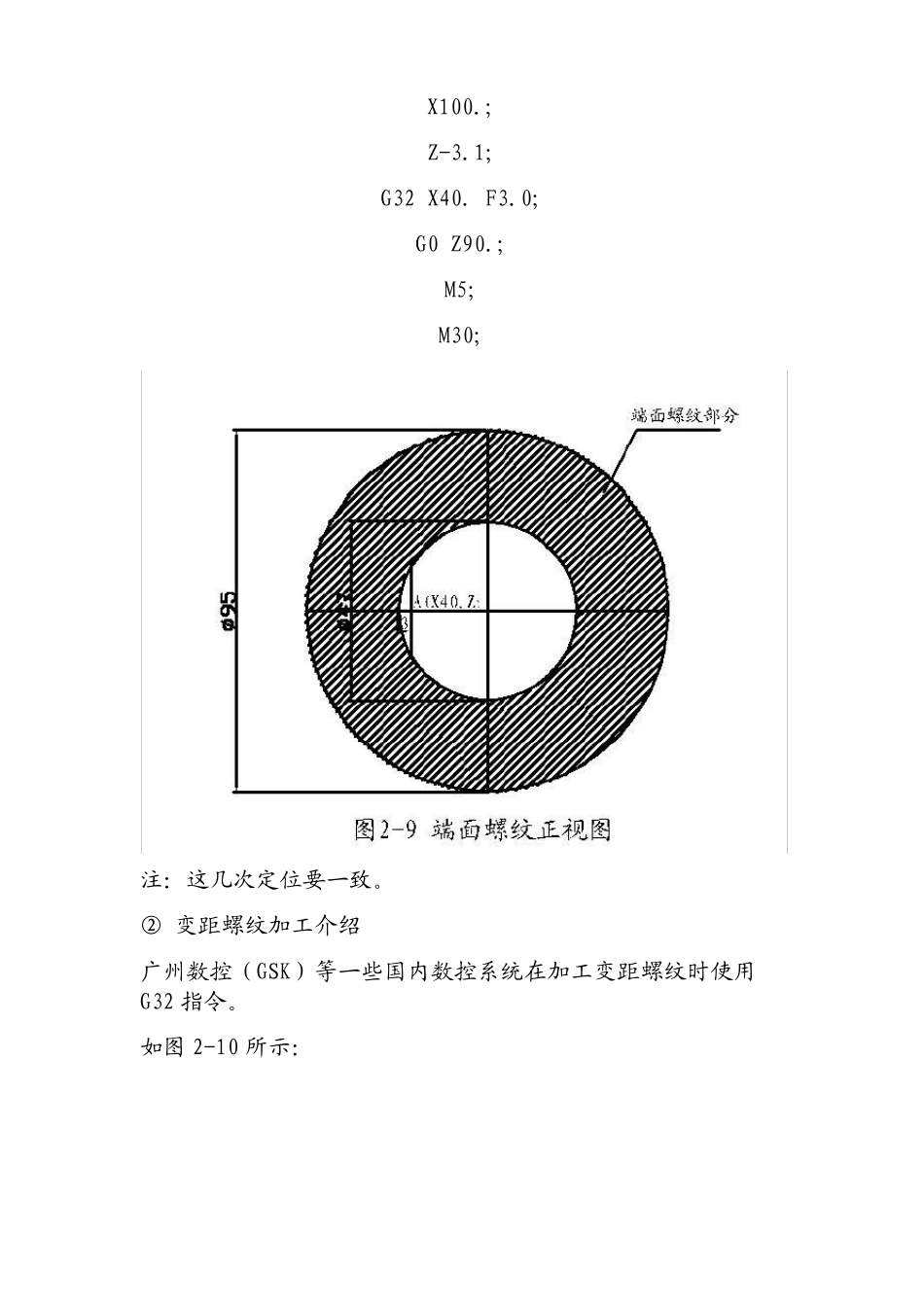
② 变距螺纹加工介绍广州数控(GSK)等一些国内数控系统在加工变距螺纹时使用G32 指令
如图 2-10 所示:数值计算:M27×4 的牙高(直径值)=1
2mm;M27×12 的牙高(直径值)=1
3×12=15
6mm;牙高以最小牙高为依据:所以小径=27-5
车变距螺纹时,主轴转速由最大螺纹的螺距(P=12)确定
程序语句(仅车螺纹段)G99 M3 S200 T0202;G0 X30
;G32 Z-20 F4
0;G32 Z-56 F12