精品文档---下载后可任意编辑专业:计算机辅助设计与制造班级:109312姓名:何英韬学好:091602目录一、 手柄座零件图、三维图二、 手柄座工艺性分析三、 零件制造工艺设计四、 加工余量五、 刀具选择六、 设备工装选择七、切削用量选择八、 设计体会一、 手柄座零件图、三维图零件图精品文档---下载后可任意编辑三维图二、 手柄座工艺性分析分析零件图1
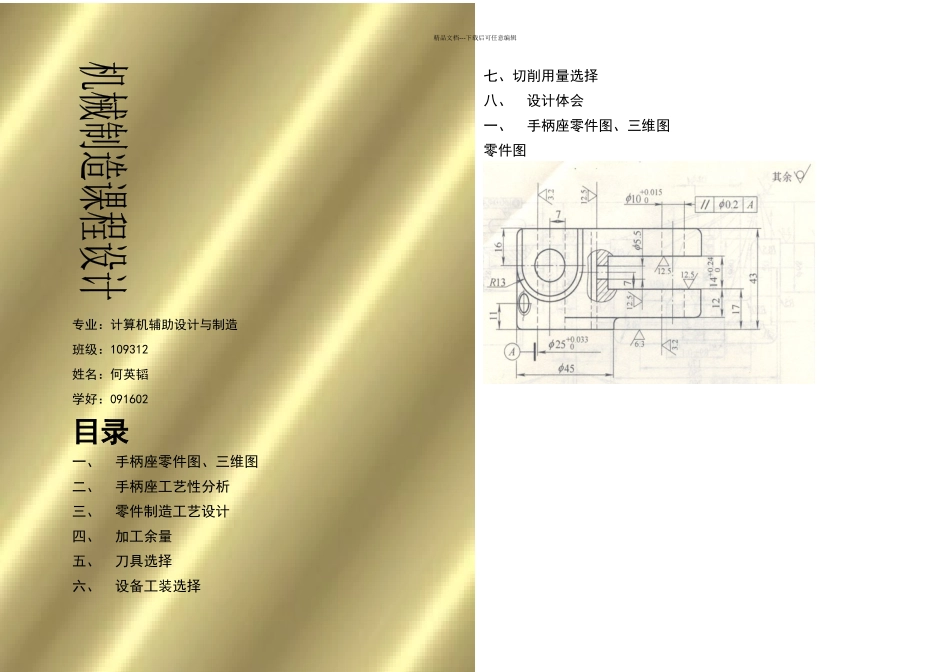
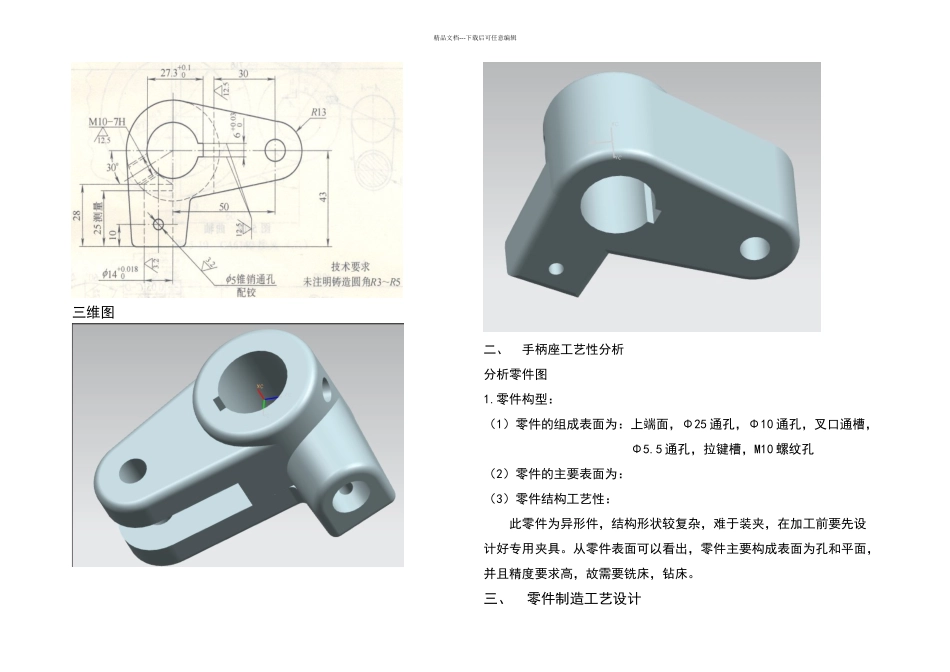
零件构型:(1)零件的组成表面为:上端面,Φ25 通孔,Φ10 通孔,叉口通槽,Φ5
5 通孔,拉键槽,M10 螺纹孔(2)零件的主要表面为:(3)零件结构工艺性:此零件为异形件,结构形状较复杂,难于装夹,在加工前要先设计好专用夹具
从零件表面可以看出,零件主要构成表面为孔和平面,并且精度要求高,故需要铣床,钻床
三、 零件制造工艺设计精品文档---下载后可任意编辑1
毛坯选择:Ⅰ 毛坯选择考虑因素:(1)零件的生产纲领:由于此零件为大批量生产,且零件为异形件,结构较复杂,同时考虑零件的材料,形状,尺寸等伊苏,故选择铸造毛坯,毛坯精度为Ⅱ级
(2)零件材料的工艺性材料的分析:HT200 屈服强度:200MPa布氏硬度:HB160 拉伸率:3--10冲击韧性:120—180KJ/M特性:抗拉强度和塑性低,铸造性能和减震性能好,主要组织为铁素体,珠光体
2.基准的选择 (1)、 粗基准的的选择 对于一般的箱体零件而言,以外表面作为粗基准是合理的
但本对于零件来说 Φ25 mm 作为粗基准,则可造成钻孔的垂直度和轴的平行度不能保证
对箱体零件应以相关的表面作为粗基准,现选取零件的上下表面互为基准,再利用四爪卡盘卡住车 Φ25 mm
利用内孔 Φ25 mm 及键槽定位进行钻 Φ10mm,在 Φ25 mm 中以长心轴、键槽及零件的下表面进行自由定位,达到完全定位
(2)、精基准的选择 主要考虑的是基准的中和问题
当设计与工序的基