感应器的制作与焊接摘要:本文对感应器的结构制作及焊接做简要的阐述
1 感应器简介概述图 1-1加热感应器(简称为感应器)是一种电感线圈,它能通过合理分布的感应磁场来满足各种加热工艺
其基本的工作原理利用 380V50HZ 的交流电,转换成频率为几十 KHz 的高频电压,高速变化的高频高压和电流,通过感应线圈会产生高速变化的交变磁场,当磁场内的磁力线通过导磁性金属材料时,会在金属体内产生无数的小涡流,从而使金属材料本身迅速发热,产生的涡流主要分布于工件表面,加热的效果由频率,电流,磁场共同决定,感应器的形状由工件的外形来决定
感应加热也是目前给金属加热和改变金属物质形态,最环保、最快捷的方法
如图 1-1,以上感应器由 1 加热线圈、2 放大线圈、3 冷却装置所构成
其中感应线圈是感应器中的核心部件
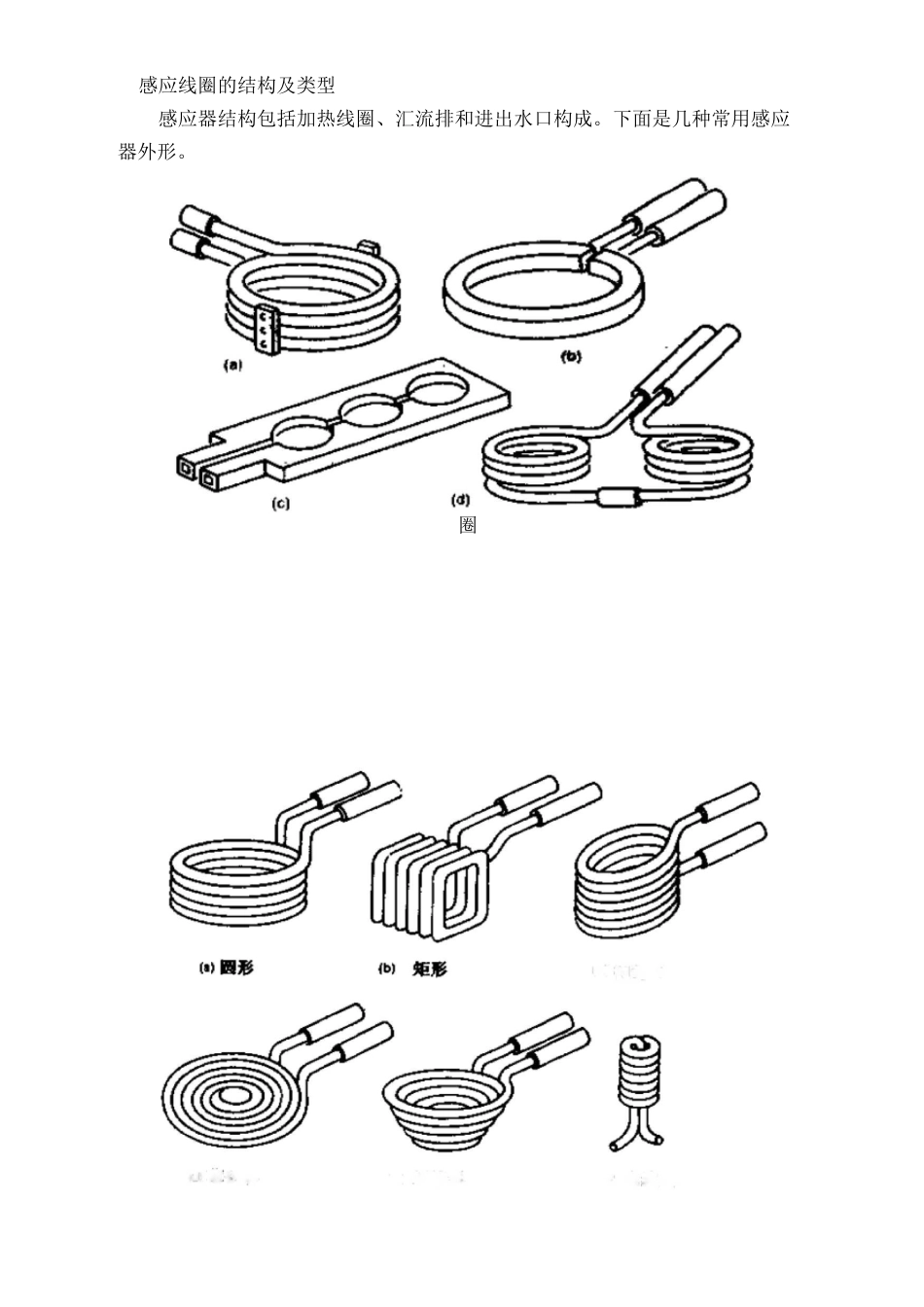
放犬线加热线进出水口汇流排底座感应器曲雌图 1-3 用来加热各种形状部件的多匝线圈结构感应线圈的结构及类型感应器结构包括加热线圈、汇流排和进出水口构成
下面是几种常用感应器外形
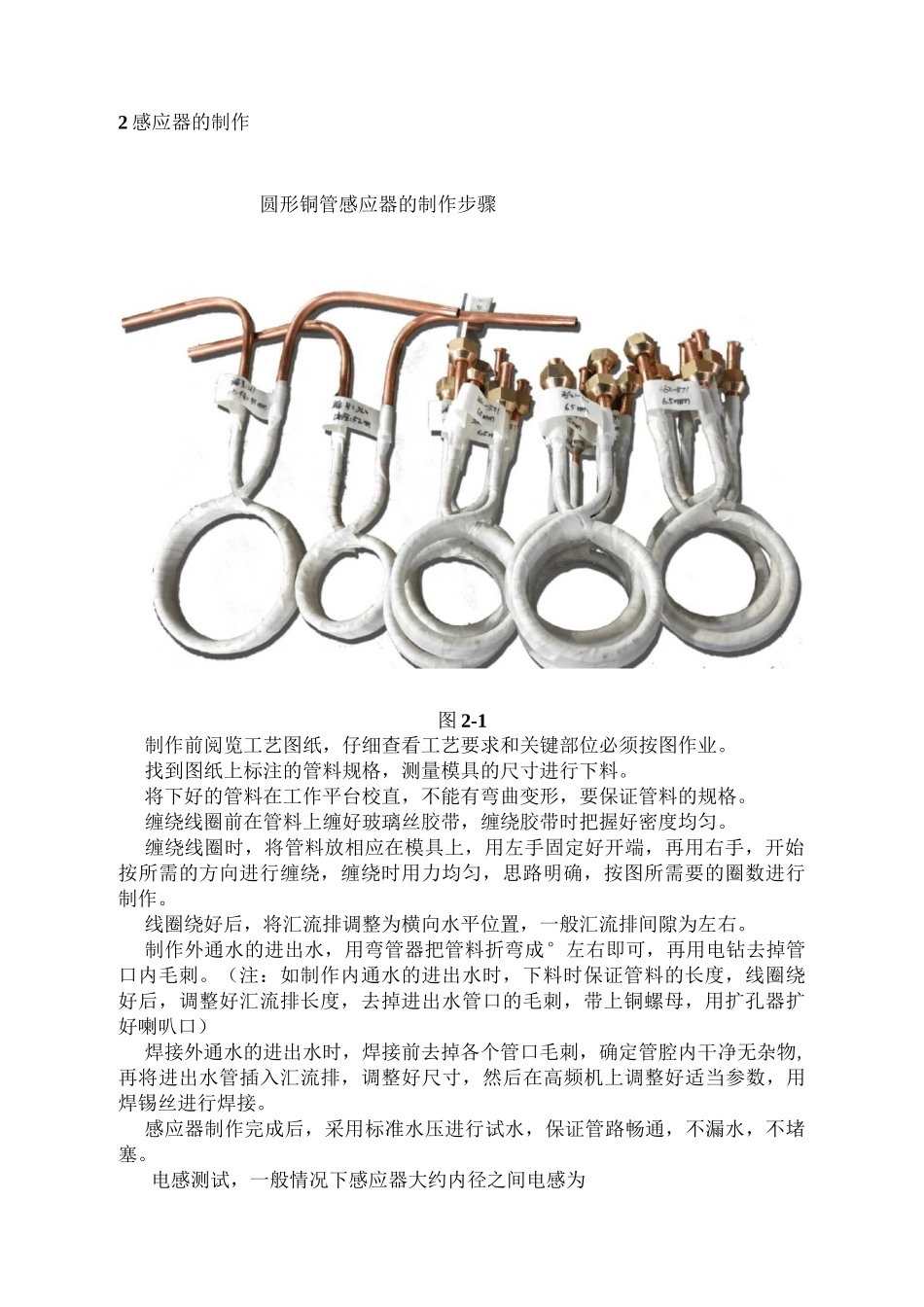
圈2 感应器的制作圆形铜管感应器的制作步骤图 2-1制作前阅览工艺图纸,仔细查看工艺要求和关键部位必须按图作业
找到图纸上标注的管料规格,测量模具的尺寸进行下料
将下好的管料在工作平台校直,不能有弯曲变形,要保证管料的规格
缠绕线圈前在管料上缠好玻璃丝胶带,缠绕胶带时把握好密度均匀
缠绕线圈时,将管料放相应在模具上,用左手固定好开端,再用右手,开始按所需的方向进行缠绕,缠绕时用力均匀,思路明确,按图所需要的圈数进行制作
线圈绕好后,将汇流排调整为横向水平位置,一般汇流排间隙为左右
制作外通水的进出水,用弯管器把管料折弯成°左右即可,再用电钻去掉管口内毛刺
(注:如制作内通水的进出水时,下料时保证管料的长度,线圈绕好后,调整好汇流排长度,去掉进出水管口的毛刺,带上铜螺母,用扩孔器扩好喇叭口)焊接外通水的