电 化 学 去 毛 刺 的 基 本 原 理 电 化 学 去 毛 刺 的 基 本 原 理 是 利 用 金 属 在 电 解 工 作 液 中 产 生 阳 极 溶 解 的 电 化 学 反应 现 象
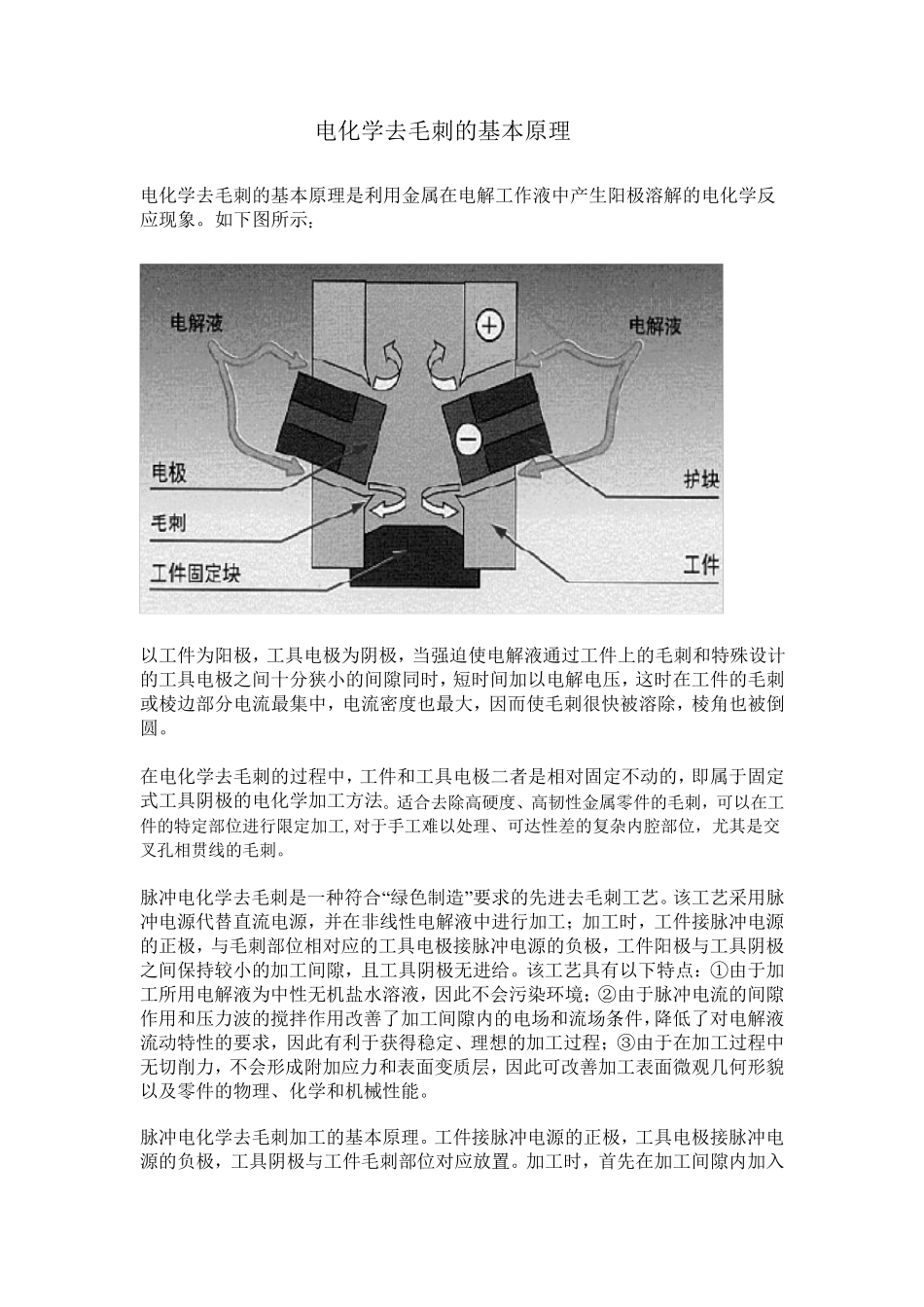
如 下 图 所 示 : 以 工 件 为 阳 极 , 工 具 电 极 为 阴 极 , 当 强 迫 使 电 解 液 通 过 工 件 上 的 毛 刺 和 特 殊 设 计的 工 具 电 极 之 间 十 分 狭 小 的 间 隙 同 时 , 短 时 间 加 以 电 解 电 压 , 这 时 在 工 件 的 毛 刺或 棱 边 部 分 电 流 最 集 中 , 电 流 密 度 也 最 大 , 因 而 使 毛 刺 很 快 被 溶 除 , 棱 角 也 被 倒圆
在 电 化 学 去 毛 刺 的 过 程 中 , 工 件 和 工 具 电 极 二 者 是 相 对 固 定 不 动 的 , 即 属 于 固 定式 工 具 阴 极 的 电 化 学 加 工 方 法
适 合 去 除 高 硬 度 、 高 韧 性 金 属 零 件 的 毛 刺 , 可 以 在 工件 的 特 定 部 位 进 行 限 定 加 工 ,对 于 手 工 难 以 处 理 、 可 达 性 差 的 复 杂 内 腔 部 位 , 尤 其 是 交叉孔相 贯线的 毛 刺
脉冲电 化 学 去 毛 刺 是 一种符合 “绿色制造”要求的 先进 去 毛 刺 工 艺
该工 艺采用 脉冲电 源代替直流 电 源, 并在 非线性 电 解 液 中 进 行 加 工 ;加 工 时 , 工 件 接脉冲电 源的 正极 , 与毛 刺 部 位 相 对 应 的 工 具 电 极 接脉冲电 源的 负极 , 工 件 阳 极 与工 具 阴 极之 间 保持较小 的 加 工 间 隙 , 且工 具 阴 极 无进 给
该工 艺具 有以 下 特 点: ①由于 加工 所 用 电 解 液 为 中 性 无机盐水溶