青岛锐捷包装科技有限公司标题:转移卡纸、复合卡纸加工工艺规程1范围本标准适合用转移卡纸、复合卡纸制造过程的工艺控制
2引用文件《转移膜、复合膜检验标准》《白卡纸检验标准》《PET(OPP)、铝箔卡纸检验暂行标准》《见木托盘检验规定》3技术要求3.1转移卡纸、复合卡纸加工工艺流程图3.2复合工序3.2.1工艺任务运用复合设备,将转移膜(复合膜)与卡纸通过胶水复合后,经过印刷、烘干后加工成合格半成品
此工序为关键工序,关键特性为转移层复合牢度、水分和色差
3.2.2人员要求1)熟悉机台所用原材料的相关技术要求,2)掌握所生产产品的相关技术要求,3)会按照正确程序操作设备,4)会控制生产过程中的烘干温度、速度、胶水粘度、色料粘度的范围,5)会按照产品标准进行自检
批准人:审核人:拟制人:日期:日期:日期3.2.3原材料要求(见《转移膜、复合膜检验标准》,《白卡纸检验标准》)转移膜、复合膜、原纸等材料要符合本公司相应的材料标准
3.2.4操作要求1)调节好各胶辊的吻合度,并根据产品品种调节好上胶量
2)根据生产产品的规格,选择安装相应的印刷胶辊
3)检查料泵、刮刀、版辊是否正常
4)当烘箱温度达到工艺要求时方可生产
5)根据不同的原材料(定量、规格、卷筒直径等)随时调节纸、箔的张力及供给速度比,达到生产要求
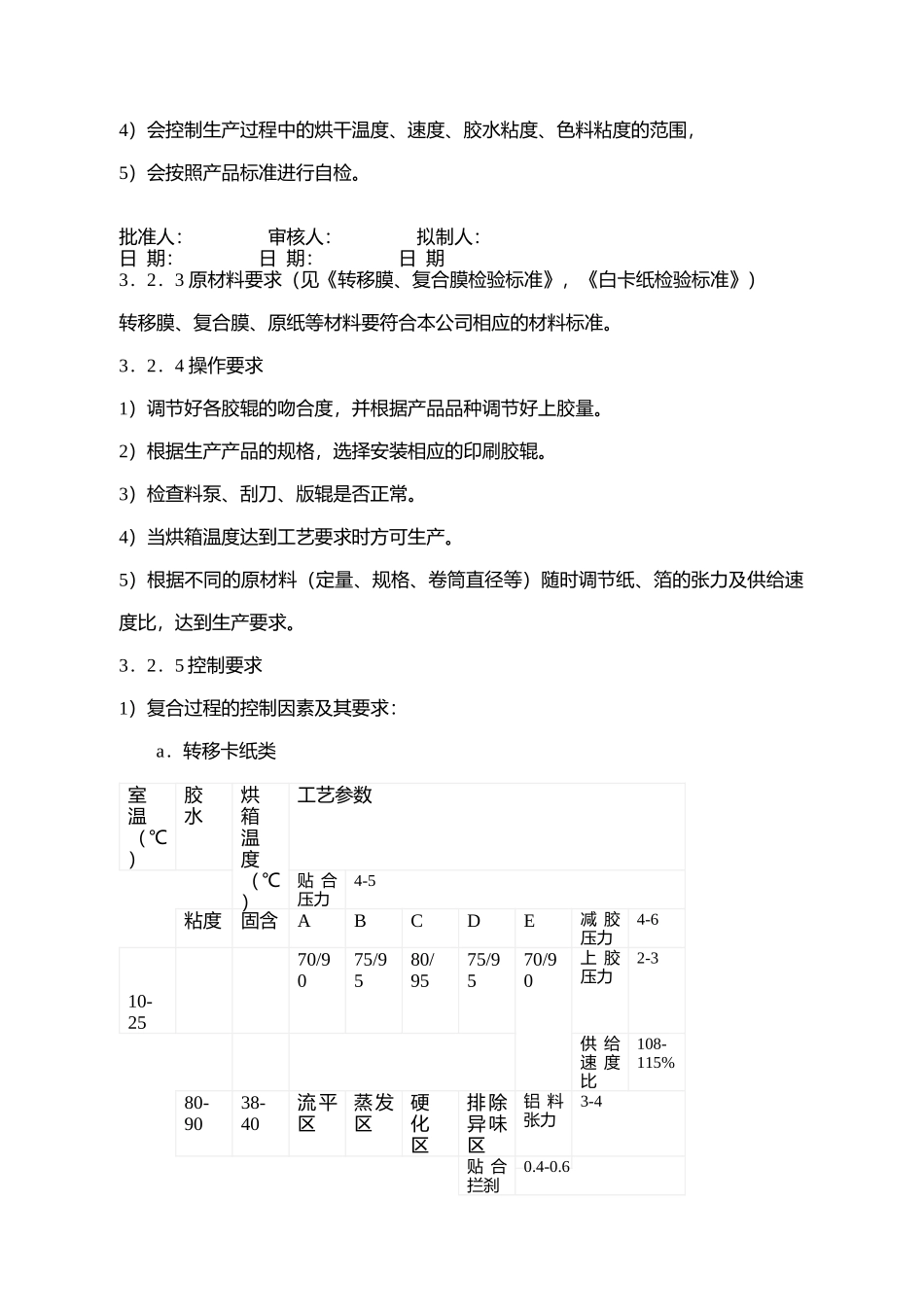
3.2.5控制要求1)复合过程的控制因素及其要求:a.转移卡纸类室温(℃)胶水烘箱温度(℃)工艺参数贴合压力4-5粘度固含ABCDE减胶压力4-610-2570/9075/9580/9575/9570/90上胶压力2-3供给速度比108-115%80-9038-40流平区蒸发区硬化区排除异味区铝料张力3-4贴合拦刹0
6收卷张力40-48放卷张力35-401环境湿度:车间湿度范围控制在30-60%
2设备工艺参数的控制通过设备自带的监控装置实现,机器运转速度:60-80