管模工序工艺操作过程 管模焊接工艺操作规程1
焊接前将焊剂在 250℃左右烘焙 2 小时
焊接前必须清除管模内壁的铁屑、模粉等杂质,保证待焊接表面不得有油污、铁锈和水份
根据管模的公称直径将支承滚轮调整到预定的间距
将要焊接的管模吊放在支承滚轮上
启动管模旋转电机,调节变速器,使之符合焊接法律规范的要求
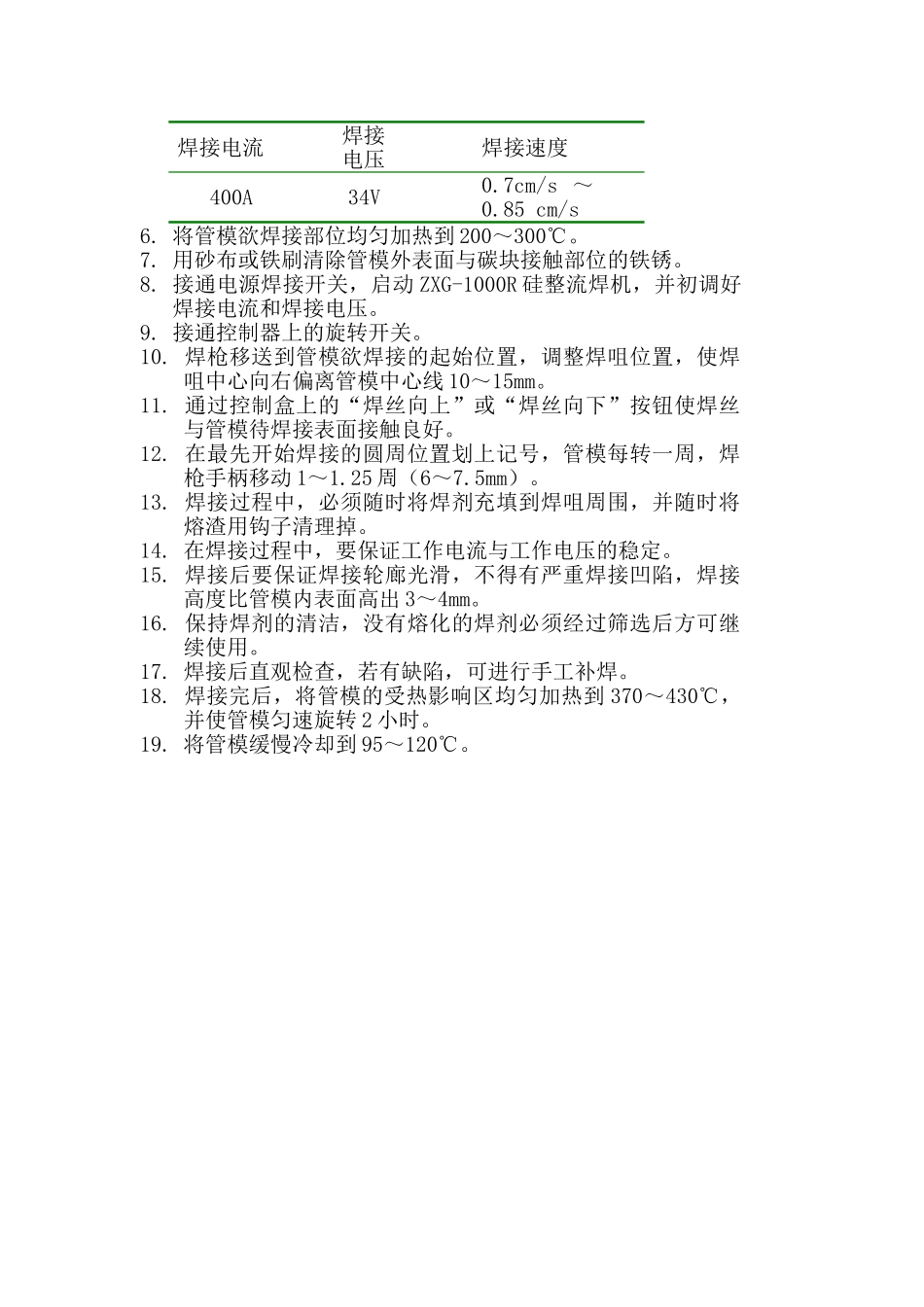
焊接电流焊接电压焊接速度400A 34V0
7cm/s ~0
85 cm/s6
将管模欲焊接部位均匀加热到 200~300℃
用砂布或铁刷清除管模外表面与碳块接触部位的铁锈
接通电源焊接开关,启动 ZXG-1000R 硅整流焊机,并初调好焊接电流和焊接电压
接通控制器上的旋转开关
焊枪移送到管模欲焊接的起始位置,调整焊咀位置,使焊咀中心向右偏离管模中心线 10~15mm
通过控制盒上的“焊丝向上”或“焊丝向下”按钮使焊丝与管模待焊接表面接触良好
在最先开始焊接的圆周位置划上记号,管模每转一周,焊枪手柄移动 1~1
25 周(6~7
焊接过程中,必须随时将焊剂充填到焊咀周围,并随时将熔渣用钩子清理掉
在焊接过程中,要保证工作电流与工作电压的稳定
焊接后要保证焊接轮廊光滑,不得有严重焊接凹陷,焊接高度比管模内表面高出 3~4mm
保持焊剂的清洁,没有熔化的焊剂必须经过筛选后方可继续使用
焊接后直观检查,若有缺陷,可进行手工补焊
焊接完后,将管模的受热影响区均匀加热到 370~430℃,并使管模匀速旋转 2 小时
将管模缓慢冷却到 95~120℃
管模车削工艺操作规程1
裂纹及条痕的车削1) 管模承插口两端 1 米范围内有裂纹、条痕等缺陷时,必须将其切削掉
2) 装夹管模时,管模端面与卡盘爪端面之间要留有 3~5mm 间隙
3) 找正时,四个