工序余量的确定(12 页)Good is good, but better carries it
精益求精,善益求善
3 工序余量的确定5
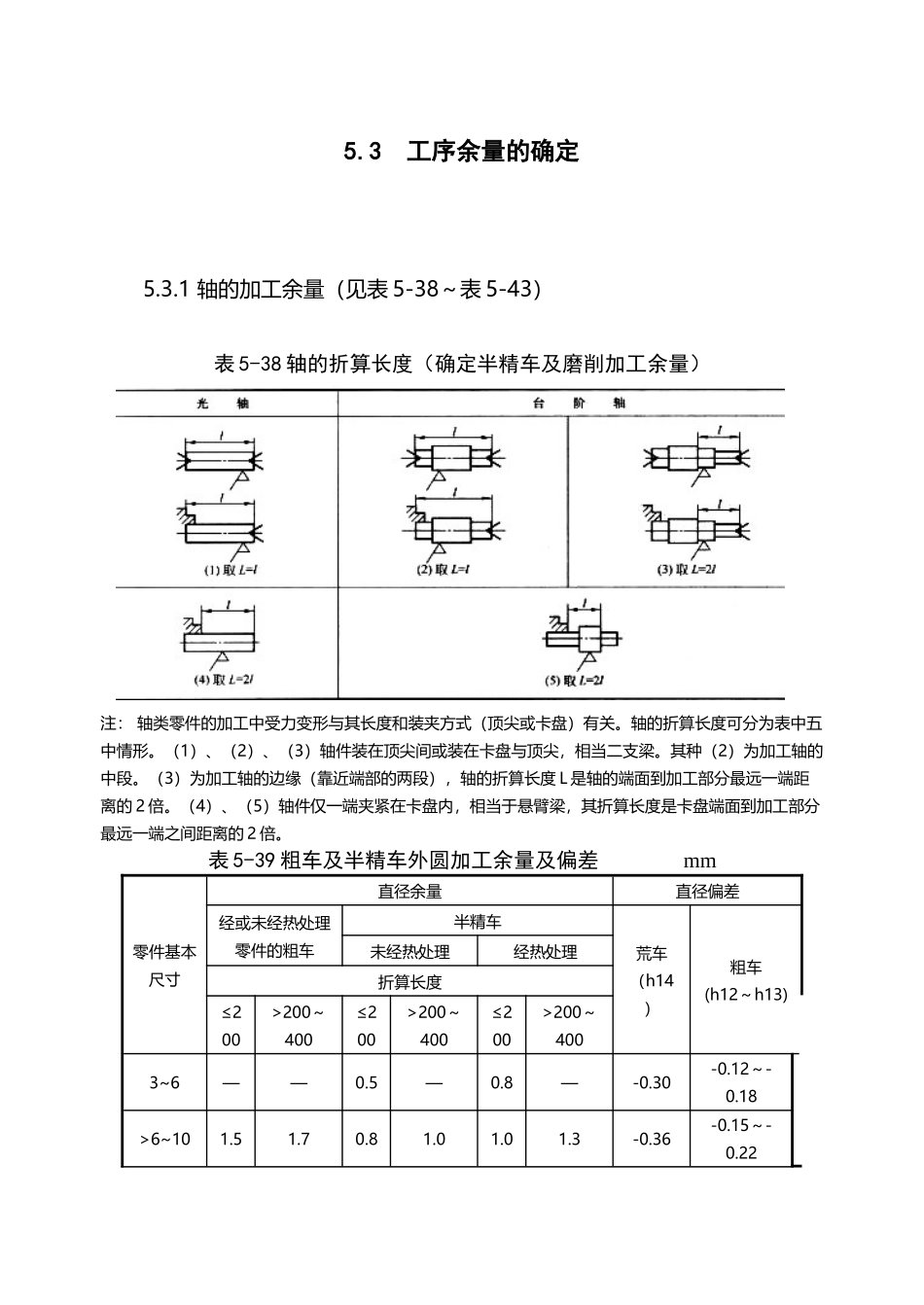
1 轴的加工余量(见表 5-38~表 5-43)表 5-38 轴的折算长度(确定半精车及磨削加工余量)注: 轴类零件的加工中受力变形与其长度和装夹方式(顶尖或卡盘)有关
轴的折算长度可分为表中五中情形
(1)、(2)、(3)轴件装在顶尖间或装在卡盘与顶尖,相当二支梁
其种(2)为加工轴的中段
(3)为加工轴的边缘(靠近端部的两段),轴的折算长度 L 是轴的端面到加工部分最远一端距离的 2 倍
(4)、(5)轴件仅一端夹紧在卡盘内,相当于悬臂梁,其折算长度是卡盘端面到加工部分最远一端之间距离的 2 倍
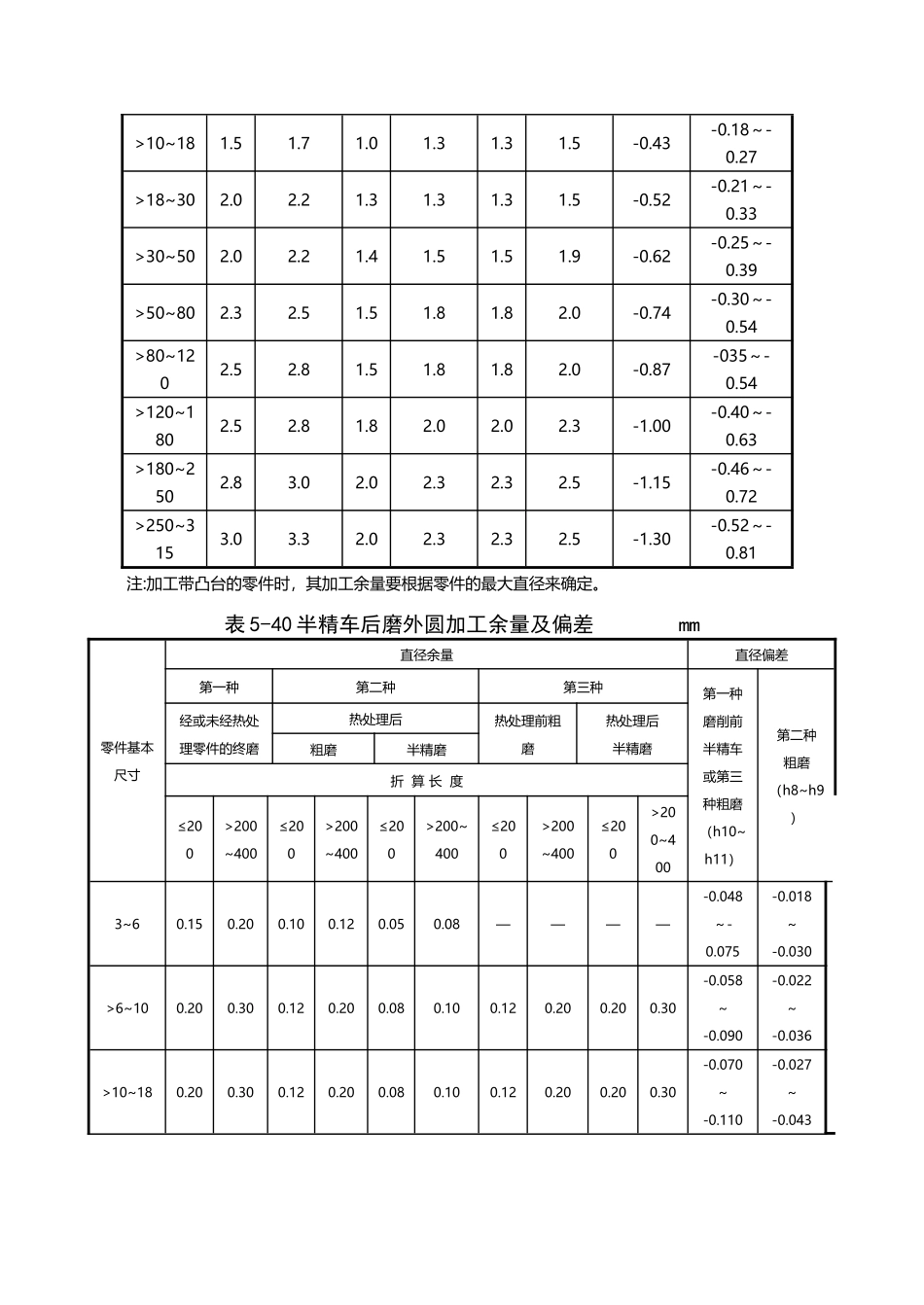
表 5-39 粗车及半精车外圆加工余量及偏差 mm零件基本尺寸直径余量直径偏差经或未经热处理零件的粗车半精车荒车(h14)粗车(h12~h13)未经热处理经热处理折算长度≤200>200~400≤200>200~400≤200>200~4003~6——0
18>6~101
22>10~181
27>18~302
33>30~502
39>50~802
54>80~1202
87-035~-0
54>120~1802
63>180~2502