第三部分xx 工程单元工程质量评定表(共有 36 个表)表 2
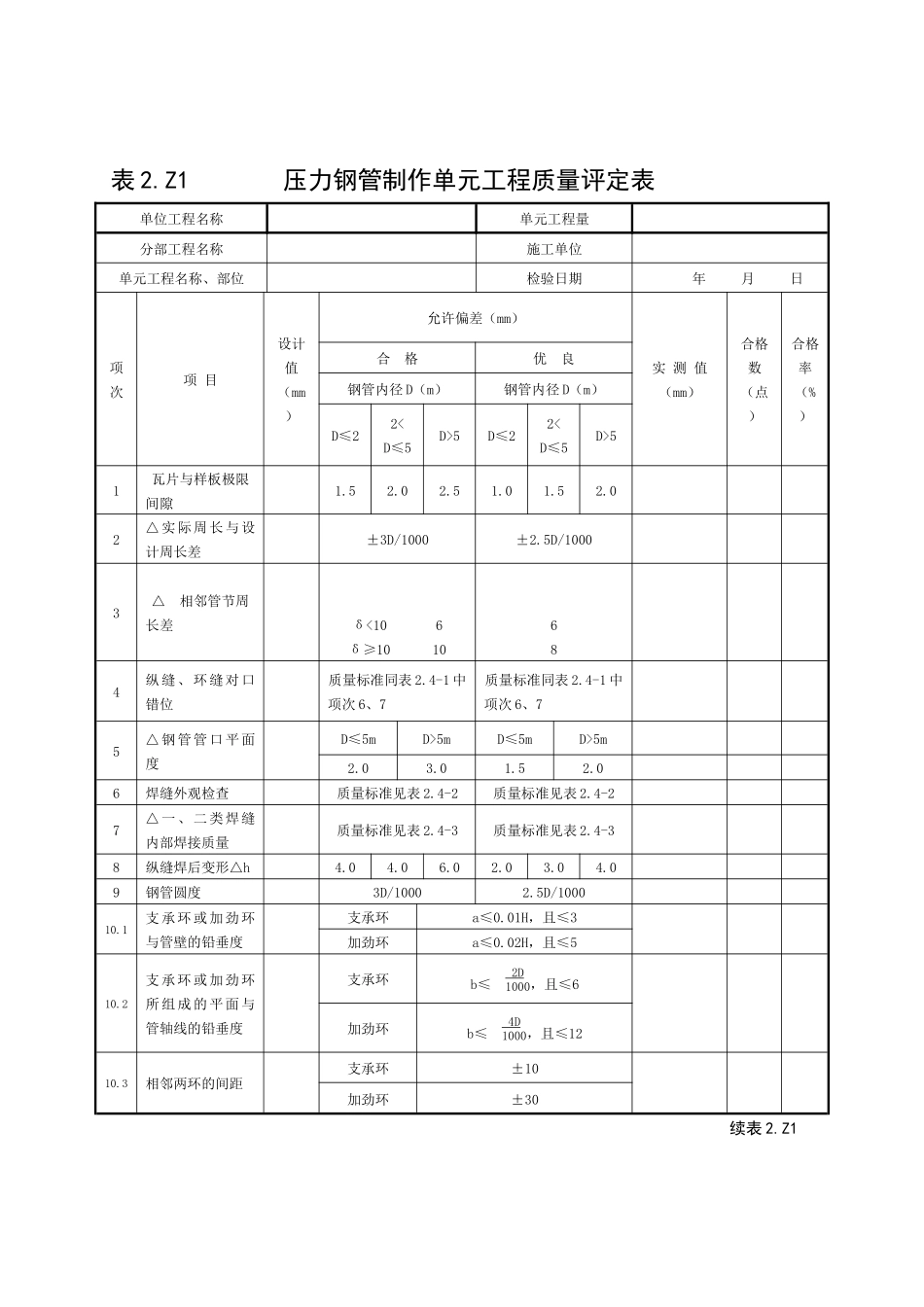
Z1 压力钢管制作单元工程质量评定表单位工程名称单元工程量分部工程名称施工单位单元工程名称、部位检验日期 年 月 日项次项 目设计值(mm)允许偏差(mm)实 测 值(mm)合格数(点)合格率(%)合 格优 良钢管内径 D(m)钢管内径 D(m)D≤225D≤2251瓦片与样板极限间隙1
02△实际周长与设计周长差±3D/1000±2
5D/10003△相邻管节周长差δ5mD≤5mD>5m2
06焊缝外观检查质量标准见表 2
4-2质量标准见表 2
4-27△一、二类焊缝内部焊接质量质量标准见表 2
4-3质量标准见表 2
4-38纵缝焊后变形△h4
09钢管圆度3D/10002
5D/100010
1支承环或加劲环与管壁的铅垂度支承环a≤0
01H,且≤3加劲环a≤0
02H,且≤510
2支承环或加劲环所组成的平面与管轴线的铅垂度支承环b≤ 2D 1000,且≤6加劲环b≤ 4D 1000,且≤1210
3相邻两环的间距支承环±10加劲环±30续表 2
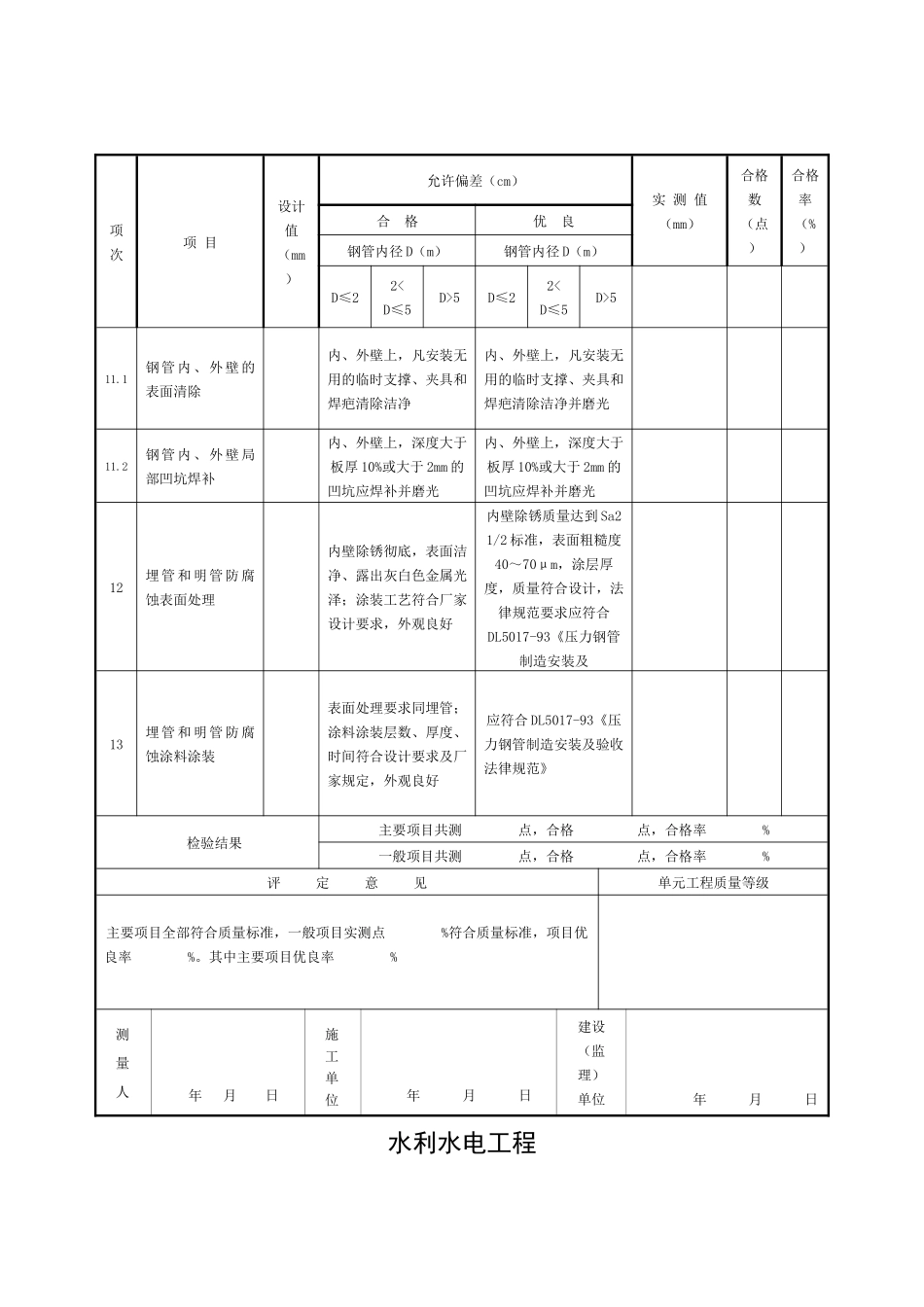
Z1项次项 目设计值(mm)允许偏差(cm)实 测 值(mm)合格数(点)合格率(%)合 格优 良钢管内径 D(m)钢管内径 D(m)D≤225D≤22511
1钢管内、外壁的表面清除内、外壁上,凡安装无用的临时支撑、夹具和焊疤清除洁净内、外壁上,凡安装无用的临时支撑、夹具和焊疤清除洁净并磨光11
2钢管内、外壁局部凹坑焊补内、外壁上,深度大于板厚 10%或大于 2mm 的凹坑应焊补并磨光 内、外壁上,深度大于板厚 10%或大于 2mm 的凹坑应焊补并磨光 12埋管和明管防腐蚀表面处理内壁除锈彻底,表面洁净、露出灰白色金属光泽;涂装工艺符合厂家设计要求,外观良好内壁除锈质量达到 S