闵浦大桥全焊接桁式桥主桁变形控制技术闵浦大桥全焊接桁式桥主桁变形控制技术 [摘要]针对全焊接桁式桥主桁变形控制应用技术 [关健词] 闵浦大桥桁式桥变形控制 中图分类号:TG404 文献标识码: A Technology to control deformation of all-welded Minpu main girder truss bridge Zhan Xuekai (Jiangsu Zhongtai Bridge Steel Structure Co
214521) [Abstract] The application technology is in accordance with deformation control of all-welded main girder truss bridge [Keyword] Minpu Bridgetrussed bridgetDeformation control 1、技术概述: 闵浦大桥是国内第一座全焊接双塔双索面桁式斜拉桥,该桥制作之前国内没有现成的技术可以参考
箱型截面整体节点的主桁弦杆结构复杂,焊接质量要求等级高,焊接操作空间有限,其焊接质量和精度控制是制造的重点
桁式桥的主桁是桥梁的骨架,因此主桁制造尺寸精度和变形控制直接影响桥梁的外形尺寸
其 N 形结构使焊接变形很难控制
2、设计目的 针对焊接变形难以控制的问题,设计必要的工艺装备、合理的焊接顺序及实行必要的工艺措施以便有效解决上述问题
3、设计方案 1)整体节点箱型杆件制作防止焊接变形措施 a
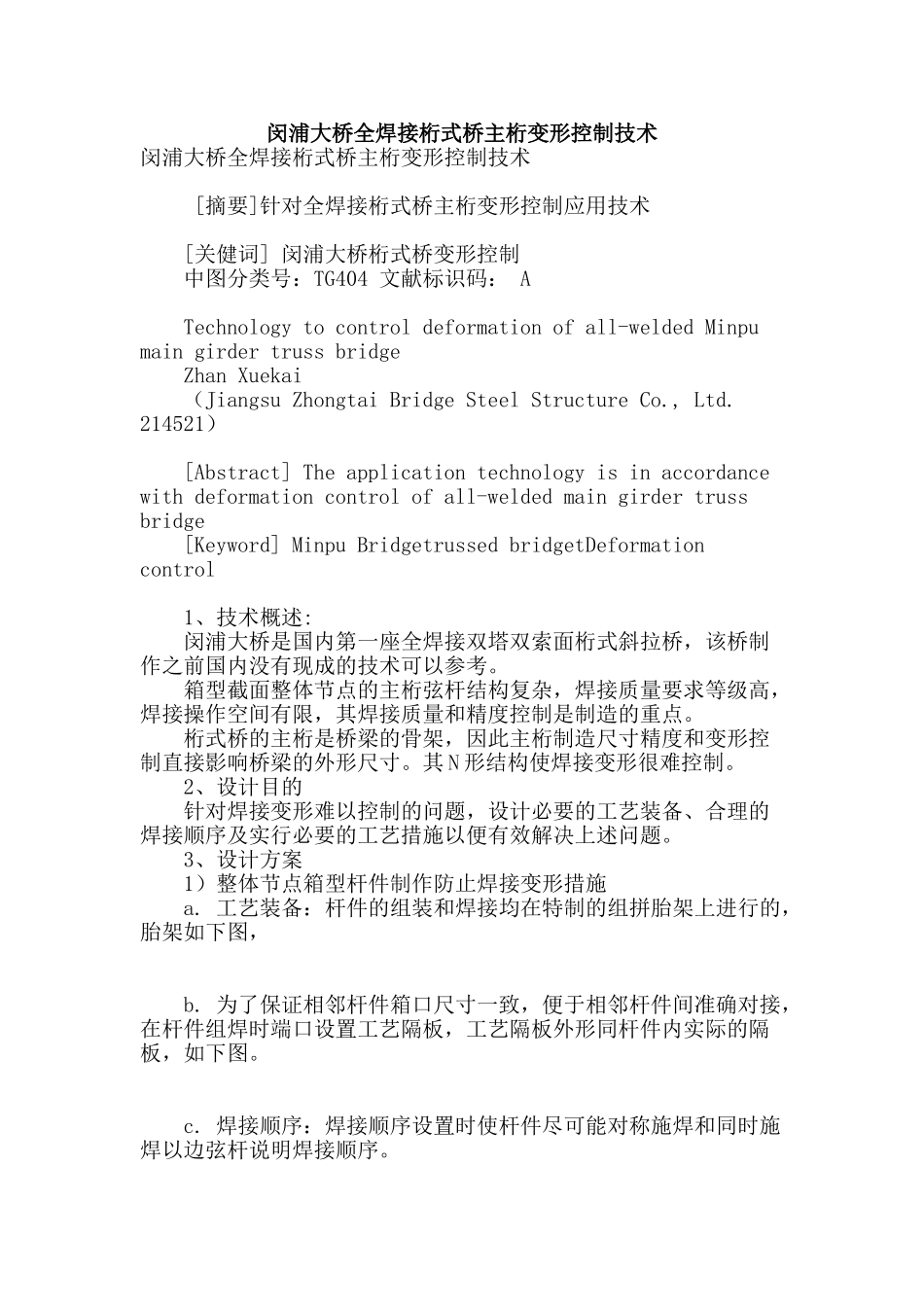
工艺装备:杆件的组装和焊接均在特制的组拼胎架上进行的,胎架如下图, b
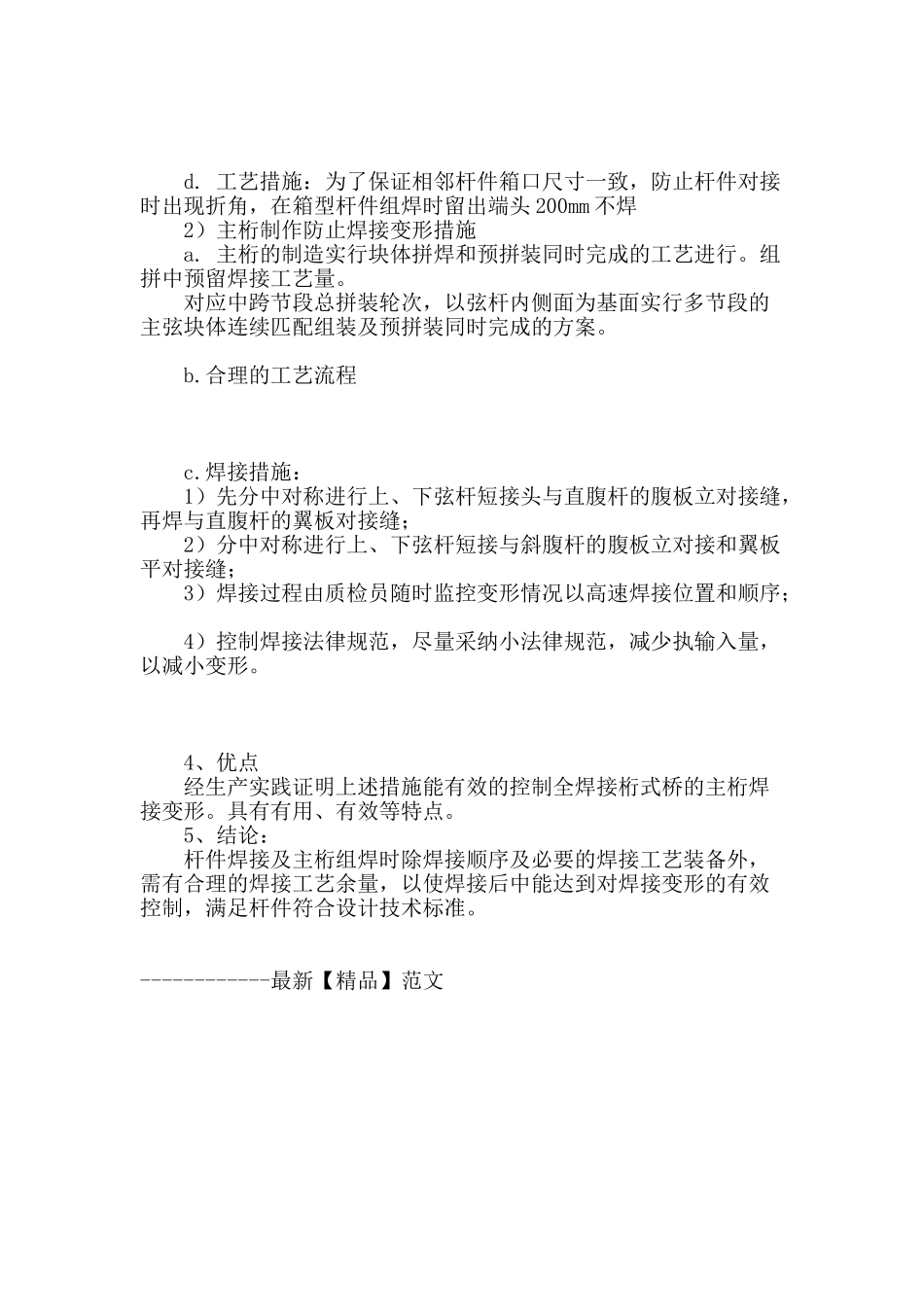
为了保证相邻杆件箱口尺寸一致,便于相邻杆件间准确对接,在杆件组焊时端口设置工艺隔板,工艺隔板外形同杆件内实际的隔板,如下图
焊接顺序:焊接顺序设置时使杆件