製程能力分析何謂製程能力製程能力是指「各種能力均標準化,製程在管制狀態下所呈現之質與量的能力」
故製程能力可以產量、效率表示,也可以成品、半成品、零件等之品質特性來表示,也可以不良率或缺點數來表示
製程能力可為一部機器或一設備在一定條件下操作的能力,前者一般稱為「機器能力」,可為一項預定的產品之全部製程,包括人、材料機器及方法在長時間內所程現的能力
前者一般稱為「機器能力」,而後者則稱為「綜合製造能力」,後者經常包括了工具損耗之正長影響,材料的微些變化及其它的微小變化
在此我們所討論之製程能力即以後者為主
製程能力與規格當考量製程績效之前,必須先討論兩個重要的問題:1
製程是否有維持良好”統計管制狀態”的能力
是否具有產出符合工程規格零件的製程能力
只有當製程處於”統計管制狀態”下,估計製程能力才合理,因為當製程處於”統計管制狀態”下,製程沒有可歸咎的非自然因素存在,此時才可以顯示製程真正的變異
此部份已於管制圖介紹中詳細介紹過
製程是否具有產出符合工程規格零件的能力,在於製程變異範圍是否介於工程規格之內,一邊而言可能有下列三種情況:1
製程變異小於規格間差異
製程變異等於規格間差異
製程變異大於規格間差異
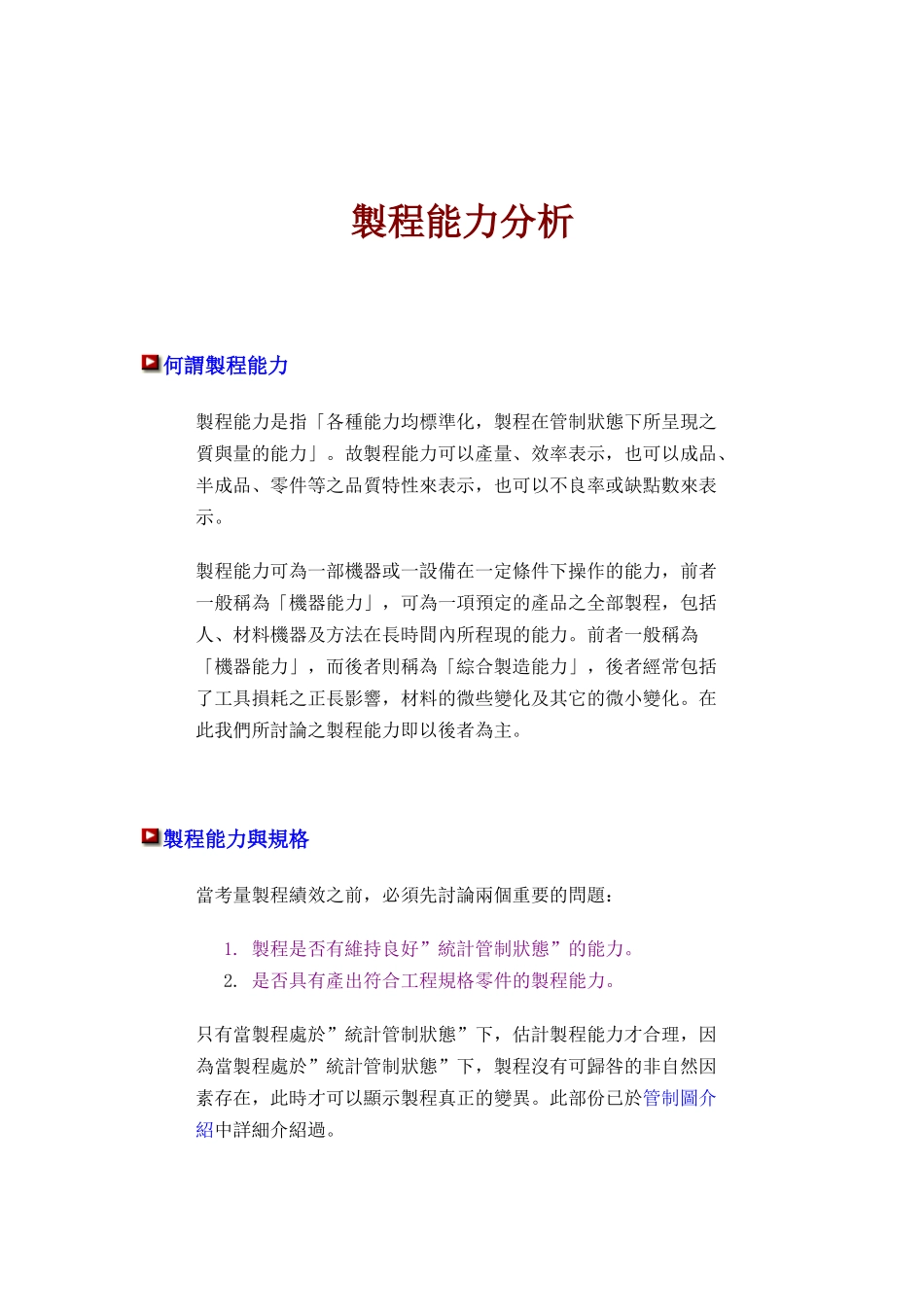
第一種情況:6<USL-LSL當製程變異(6)小於規格間之差(USL-LSL)時,這是最理想情況,如圖個別值分布A和規格的關係最佳,因為規格比製程變異大很多,即使製程平均值有很大的移動,也不易超出規格界線;分佈B的變異比分佈A大,但所有個別值仍在規格之內分佈C所顯示的變異更大,但仍在規格之內
此種情形具有經濟上的利益,因為即使超出管制界線,如分佈B和C,也布置產生不良品,所以不必時常調整機器或尋找非自然因素
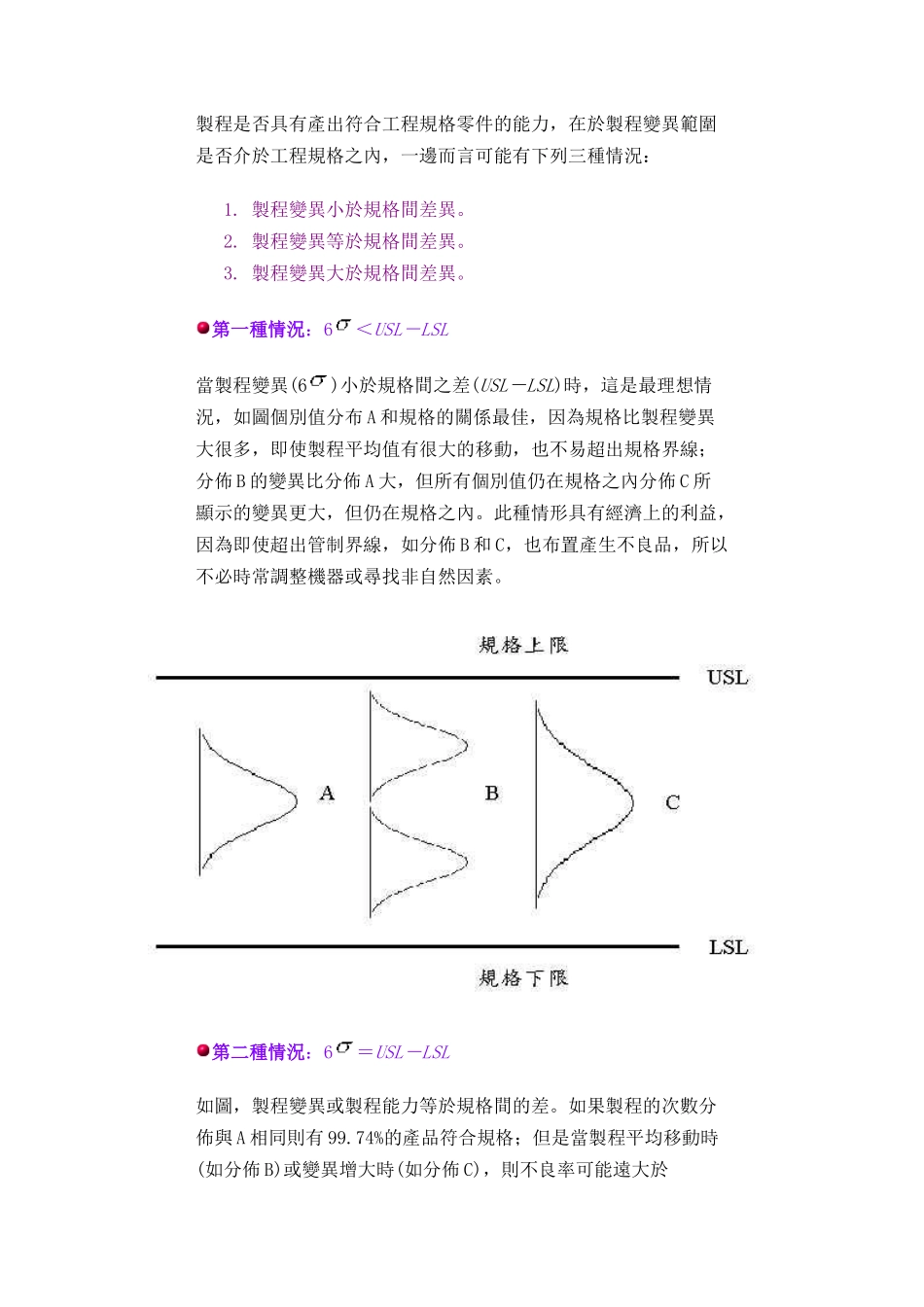
第二種情況:6=USL-LSL如圖,製程變異或製程能力等於規格間的差
如果製程的次數分佈與A相同則有99
74%的產品符合規格;但是當製程平均移動時(如