气焊和气割的安全分析在生产中,利用可燃气体与助燃气体混合燃烧所释放出的热量作为热源进行金属材料的焊接或切割,是金属材料热加工常用的工艺方法之一
直到现在,气焊与气割技术在现代工业生产中仍有极其重要的地位,用途很广
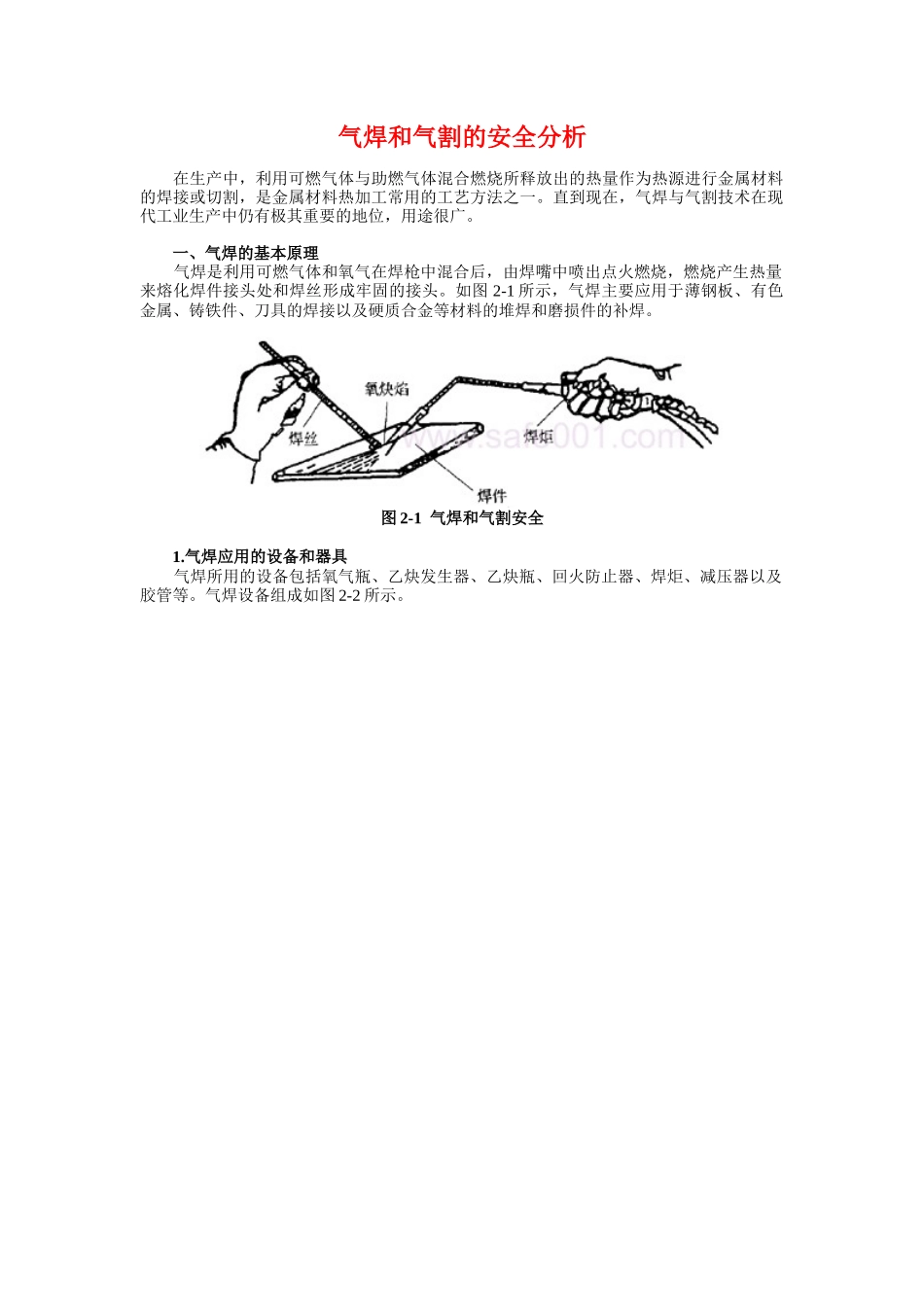
一、气焊的基本原理气焊是利用可燃气体和氧气在焊枪中混合后,由焊嘴中喷出点火燃烧,燃烧产生热量来熔化焊件接头处和焊丝形成牢固的接头
如图2-1所示,气焊主要应用于薄钢板、有色金属、铸铁件、刀具的焊接以及硬质合金等材料的堆焊和磨损件的补焊
图2-1气焊和气割安全1
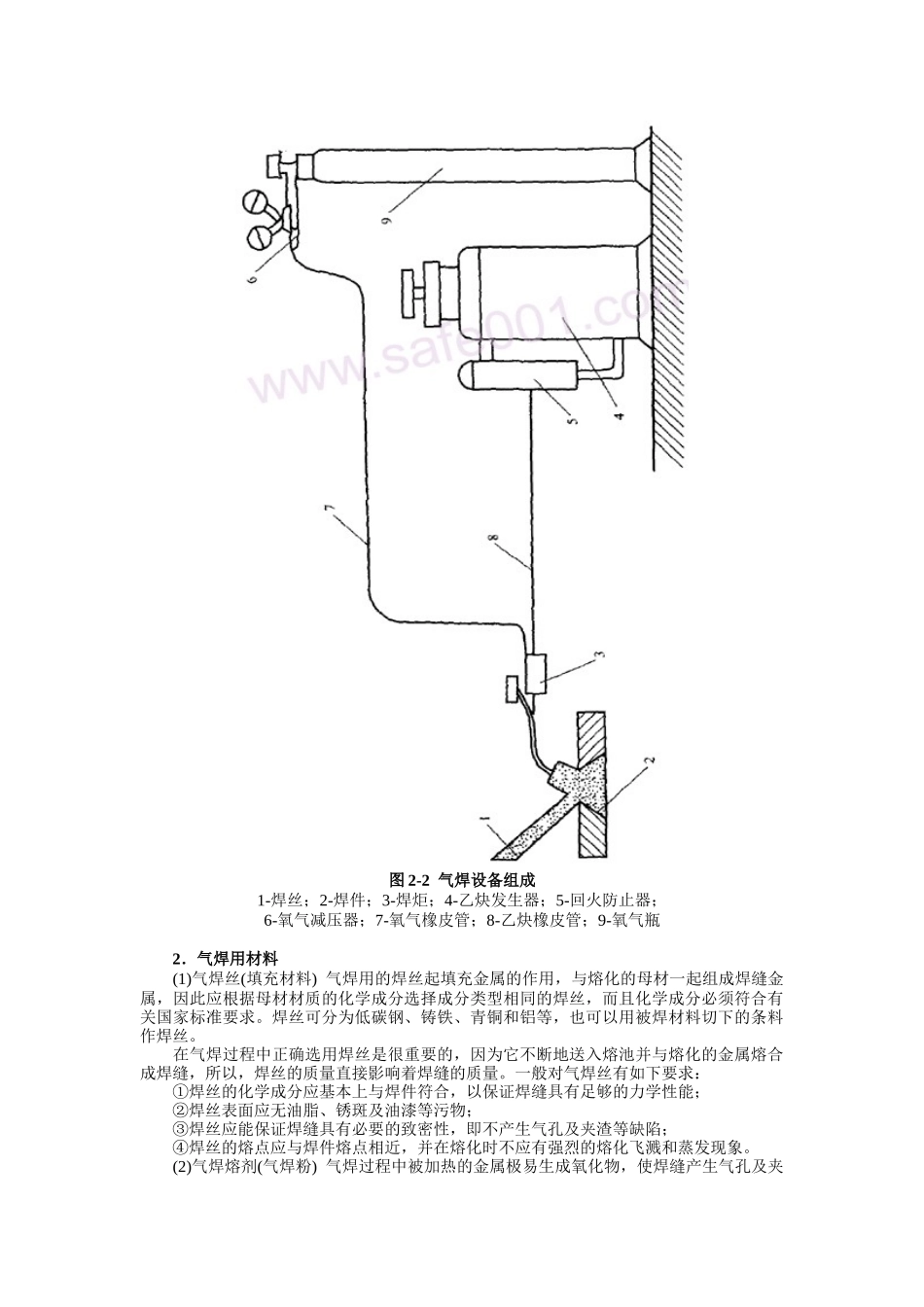
气焊应用的设备和器具气焊所用的设备包括氧气瓶、乙炔发生器、乙炔瓶、回火防止器、焊炬、减压器以及胶管等
气焊设备组成如图2-2所示
图2-2气焊设备组成1-焊丝;2-焊件;3-焊炬;4-乙炔发生器;5-回火防止器;6-氧气减压器;7-氧气橡皮管;8-乙炔橡皮管;9-氧气瓶2.气焊用材料(1)气焊丝(填充材料)气焊用的焊丝起填充金属的作用,与熔化的母材一起组成焊缝金属,因此应根据母材材质的化学成分选择成分类型相同的焊丝,而且化学成分必须符合有关国家标准要求
焊丝可分为低碳钢、铸铁、青铜和铝等,也可以用被焊材料切下的条料作焊丝
在气焊过程中正确选用焊丝是很重要的,因为它不断地送入熔池并与熔化的金属熔合成焊缝,所以,焊丝的质量直接影响着焊缝的质量
一般对气焊丝有如下要求:①焊丝的化学成分应基本上与焊件符合,以保证焊缝具有足够的力学性能;②焊丝表面应无油脂、锈斑及油漆等污物;③焊丝应能保证焊缝具有必要的致密性,即不产生气孔及夹渣等缺陷;④焊丝的熔点应与焊件熔点相近,并在熔化时不应有强烈的熔化飞溅和蒸发现象
(2)气焊熔剂(气焊粉)气焊过程中被加热的金属极易生成氧化物,使焊缝产生气孔及夹渣等缺陷
为了防止氧化及消除已形成的氧化物,在焊接有色金属、铸铁以及不锈钢等材料时,通常需要加气焊熔剂
在气焊过程中,将熔剂直接加到熔