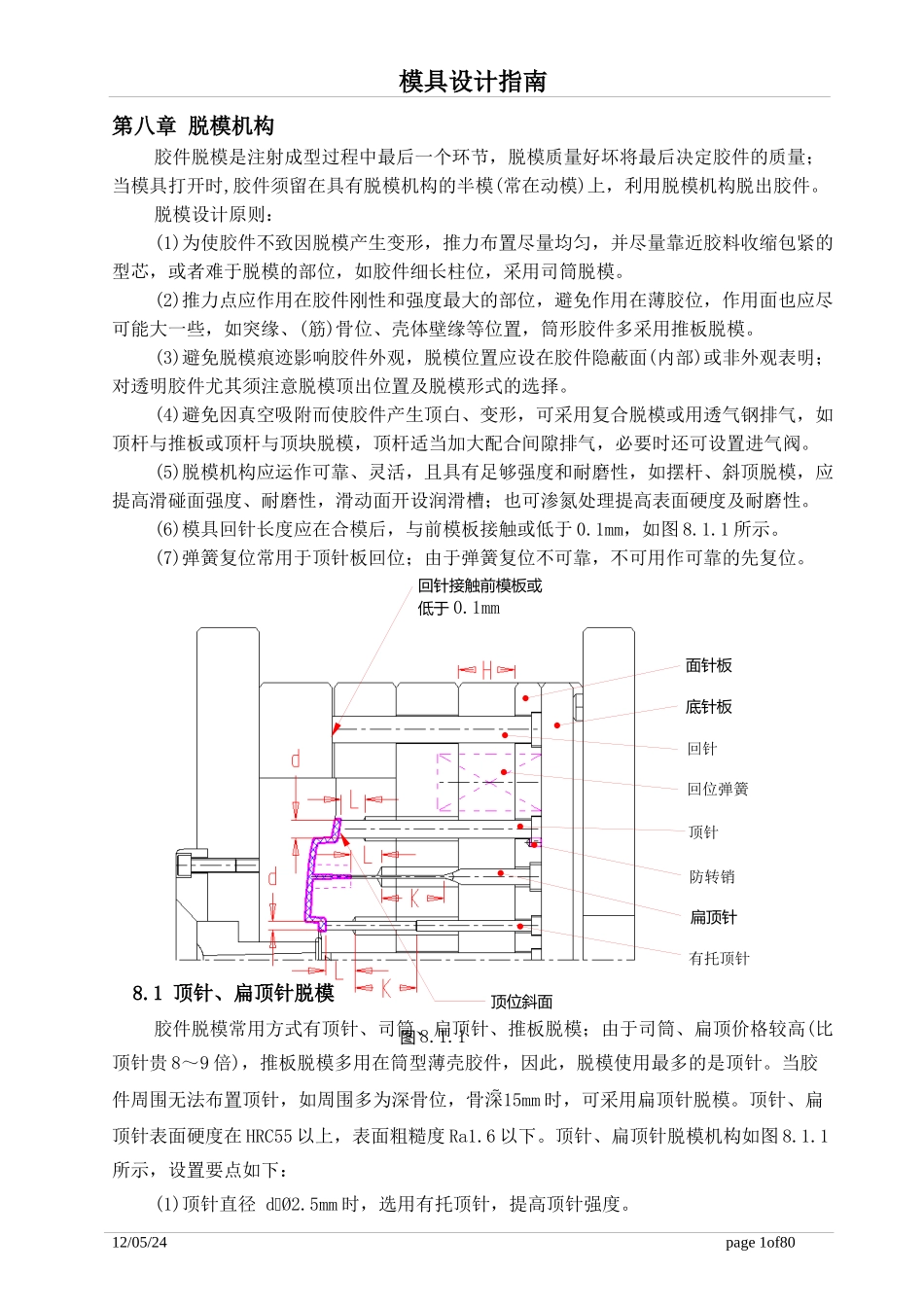
1面针板底针板回针回位弹簧顶针有托顶针防转销顶位斜面扁顶针回针接触前模板或低于0
1mm模具设计指南第八章脱模机构胶件脱模是注射成型过程中最后一个环节,脱模质量好坏将最后决定胶件的质量;当模具打开时,胶件须留在具有脱模机构的半模(常在动模)上,利用脱模机构脱出胶件
脱模设计原则:(1)为使胶件不致因脱模产生变形,推力布置尽量均匀,并尽量靠近胶料收缩包紧的型芯,或者难于脱模的部位,如胶件细长柱位,采用司筒脱模
(2)推力点应作用在胶件刚性和强度最大的部位,避免作用在薄胶位,作用面也应尽可能大一些,如突缘、(筋)骨位、壳体壁缘等位置,筒形胶件多采用推板脱模
(3)避免脱模痕迹影响胶件外观,脱模位置应设在胶件隐蔽面(内部)或非外观表明;对透明胶件尤其须注意脱模顶出位置及脱模形式的选择
(4)避免因真空吸附而使胶件产生顶白、变形,可采用复合脱模或用透气钢排气,如顶杆与推板或顶杆与顶块脱模,顶杆适当加大配合间隙排气,必要时还可设置进气阀
(5)脱模机构应运作可靠、灵活,且具有足够强度和耐磨性,如摆杆、斜顶脱模,应提高滑碰面强度、耐磨性,滑动面开设润滑槽;也可渗氮处理提高表面硬度及耐磨性
(6)模具回针长度应在合模后,与前模板接触或低于0
1mm,如图8
(7)弹簧复位常用于顶针板回位;由于弹簧复位不可靠,不可用作可靠的先复位
1顶针、扁顶针脱模胶件脱模常用方式有顶针、司筒、扁顶针、推板脱模;由于司筒、扁顶价格较高(比顶针贵8~9倍),推板脱模多用在筒型薄壳胶件,因此,脱模使用最多的是顶针
当胶件周围无法布置顶针,如周围多为深骨位,骨深15mm时,可采用扁顶针脱模
顶针、扁顶针表面硬度在HRC55以上,表面粗糙度Ra1
顶针、扁顶针脱模机构如图8
1所示,设置要点如下:(1)顶针直径dØ2
5mm时,选用有托顶针,提高顶针强度
12/05/24