压力容器制造过程停止点(H点)共1页第1页序号停止点停止时间确认内容和执行条例(1)图纸的合法性,有无设计资格许可印章
(2)选用标准的有效性
(3)容器划类的正确性
(4)探伤比例、合格级别的正确性
(5)结构、选材是否符合有关法规、标准的要求
(6)本公司制造的可行性
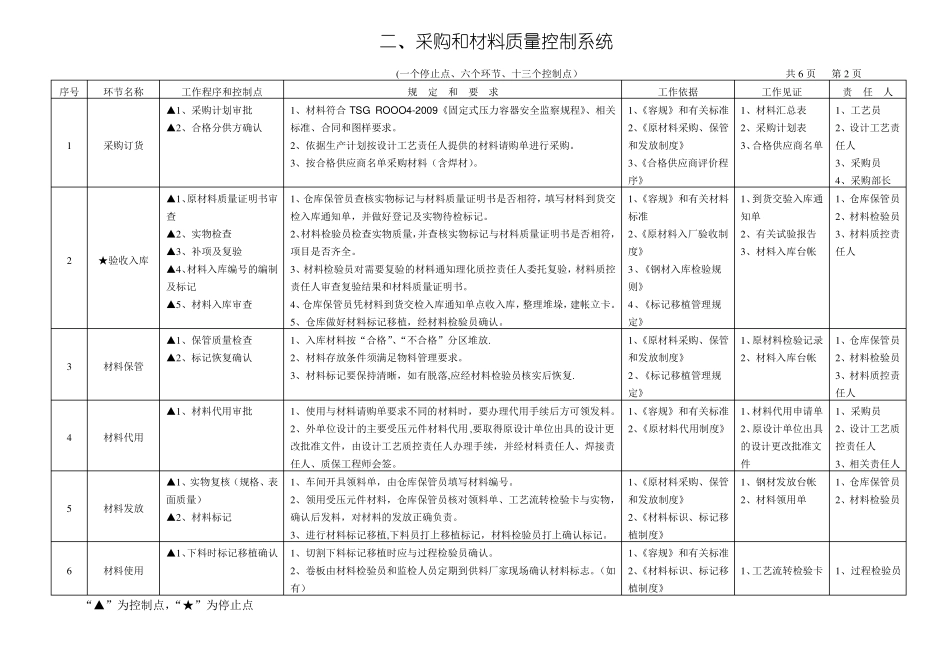
(1)审查材料原始质量证明书(原件)
(2)审查材料验收记录
(3)审核材料复验报告
(4)外协外购件质量证明书、合格证均合格后签字放行
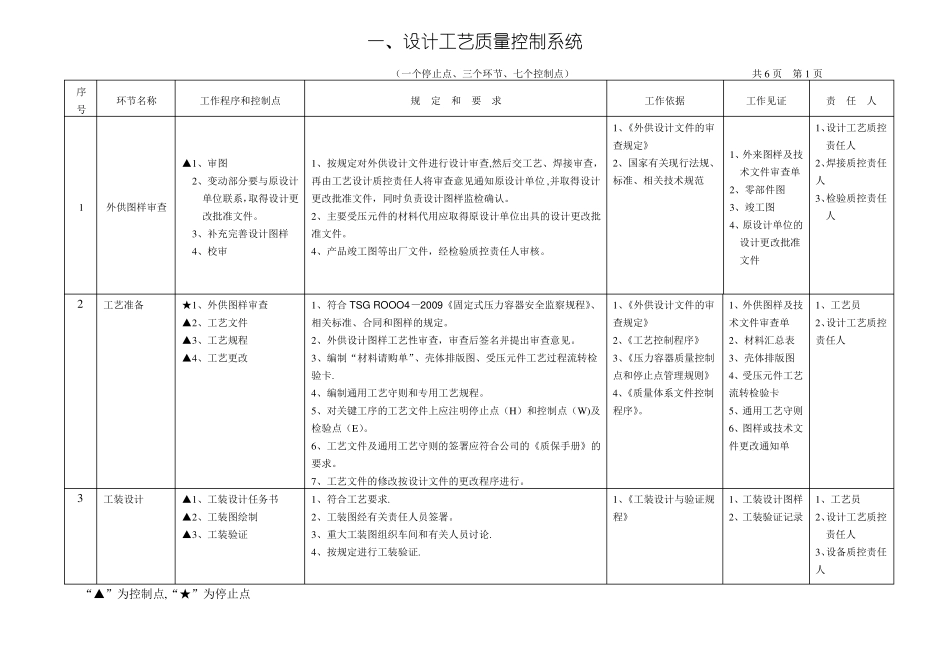
执行人工艺员设计工艺质控责任确认人见证件1审图编制受压元件工艺流转检验卡之前设计工艺质控责任人质保工程师《审图确认记录》2材料验收原材料(包括焊材)进入合格区(一级库之前)(含外协外购件)材料检验员材料质控责任人材料质控责任人质保工程师材料入库通知单验收合格通知单3焊接工艺评定编制焊接工艺卡之前(1)产品新做的焊接工艺评定必须按JB4708评定合格,监检人员对评定过程进行监督;WPS、PQR经总工程师(技术负责人)批准和监检签字确认后才能用于编制焊焊接工艺员接工艺卡
(2)所有焊卡应有焊接工艺评定为依据,并符合JB4708的要求
按产品图纸的开孔方位图逐个核对其划线位置(产品总装过程中)
过程检验员焊接工艺卡下发之后4划线开孔开孔之前焊接质控责任人总工程师(技术负责人)驻厂监检(1)WPS(2)PQR(3)焊接工艺卡(4)焊接记录受压元件工艺流转检验卡检验质控责任人水、气压试验之前5耐压试验(1)审查检验资料,无漏检、错检,且所有检验项目均合格
(2)应装配的零部件(含铭牌)均已装配妥当
过程检验员(3)对产品焊接试板进行审查,并有合格报告(必要时)
探伤员(4)图纸规定的无损检测均已结束,并有合格报告
(5)应返修的部位均有返修报告,并有复检报告
(1)检查试压设备的完好情况;(2)监督按试压程序进行试压;(3)确认试压结果
检验质控责任人无损检测质控责任人(1)汇总