堆焊内补口技术在长输管道死口连头中的应用研究ApplicationofinternalweldingtechnologyinthelongdistancepipelinedieLiantou董龙涛1沈柏佳2李玮1梁龙旭3李广华3(1.华东管道设计研究院,江苏徐州0516)(2.中天合创能源有限公司,内蒙鄂尔多斯0477)(3
胜利油田金岛工程安装有限责任公司,山东东营0546)摘要:本文介绍了耐蚀合金堆焊内补口新技术在鄂尔多斯煤化工示范项目厂外输水长输管道死口连头中的应用,解决了长输管道内壁防腐层连续的技术瓶颈,重点介绍了管端内壁堆焊工艺要点;“三段式死口连头”;在不锈钢焊层上面焊接低碳钢焊材的复合焊接方法;堆焊及复合焊接质量检验结果等
关键词:中天合创、堆焊内补口、长输管道死口连头、三段式死口连头、复合焊接
引言鄂尔多斯煤炭深加工示范项目厂外输水系统工程,由中天合创能源有限公司投资建设,华东管道设计研究院设计,管道线路全长207
7km,同沟双线铺设,管径为φ914mm和φ813mm,材质为L450M
全线采用一泵到底,常温密闭工艺输送净化后的黄河水
工程设计“死口”200个左右
管道外壁采用3PE缠绕防腐,管道焊缝外壁采用聚乙烯热收缩套补口,管道内壁防腐采用加强级无溶剂环氧涂料涂覆,管道焊缝内壁采用“补口机器人“防腐处理
由于管道补口机器人无法进入长距离直管道以及具有一定坡度的管道内部进行防腐补口,“死口”焊缝成为管道内壁防腐连续性的盲点
过去的一般做法是:通过一段“死口”短节连接两段管道,短节焊接完成后,在短节上面开“天窗”,通过“天窗”对短节焊缝内壁进行“补口”处理,然后焊接封闭“天窗”
但“天窗”焊缝内壁无法补口,成为管道内壁防腐层连续性的瓶颈所在
工程设计采用胜利油田金岛工程安装有限责任公司的不锈钢堆焊内补口技术,解决死口连头内补口问题〔1〕
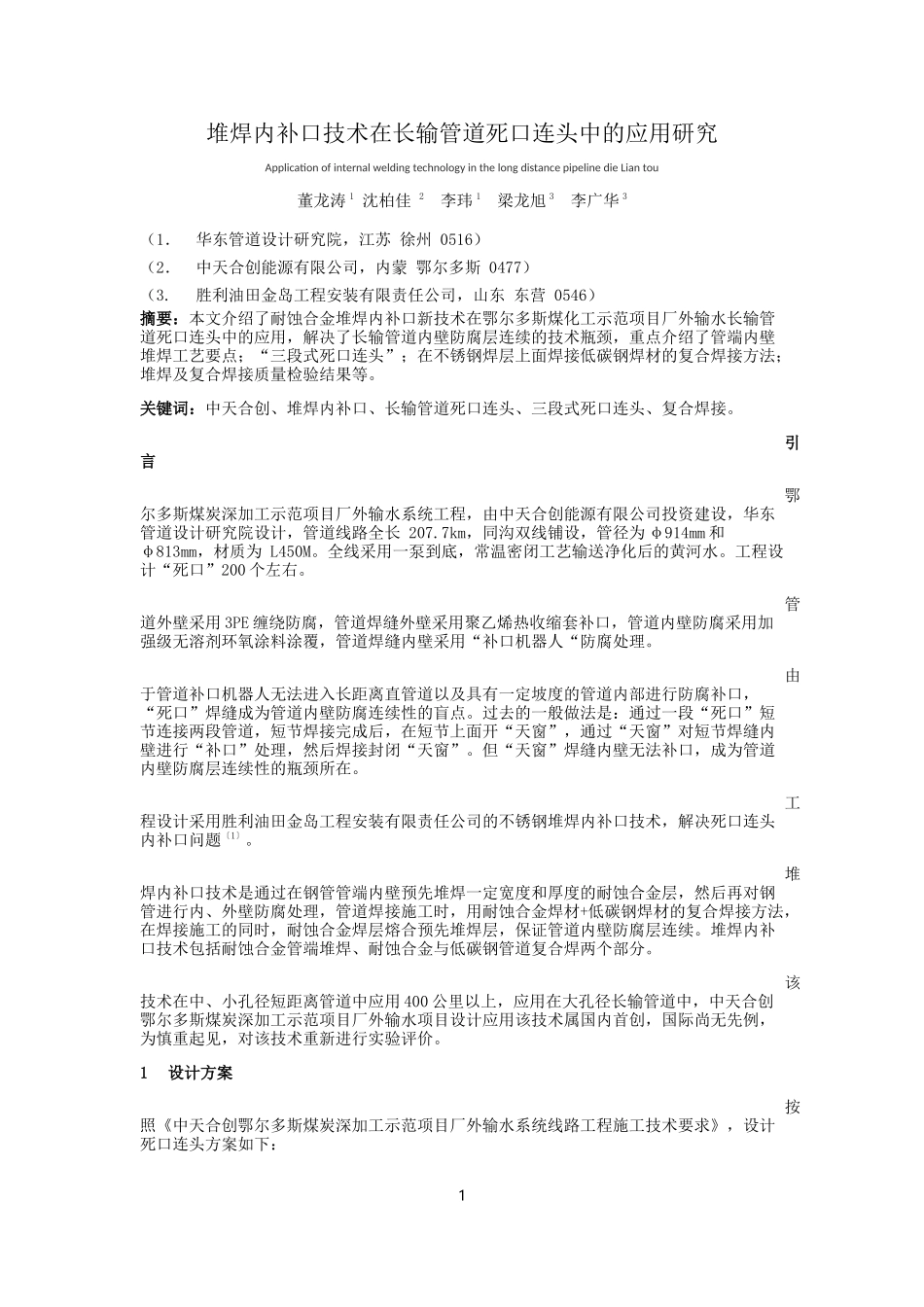
堆焊内补口技术是通