数控车削刀具培训www
lyreign
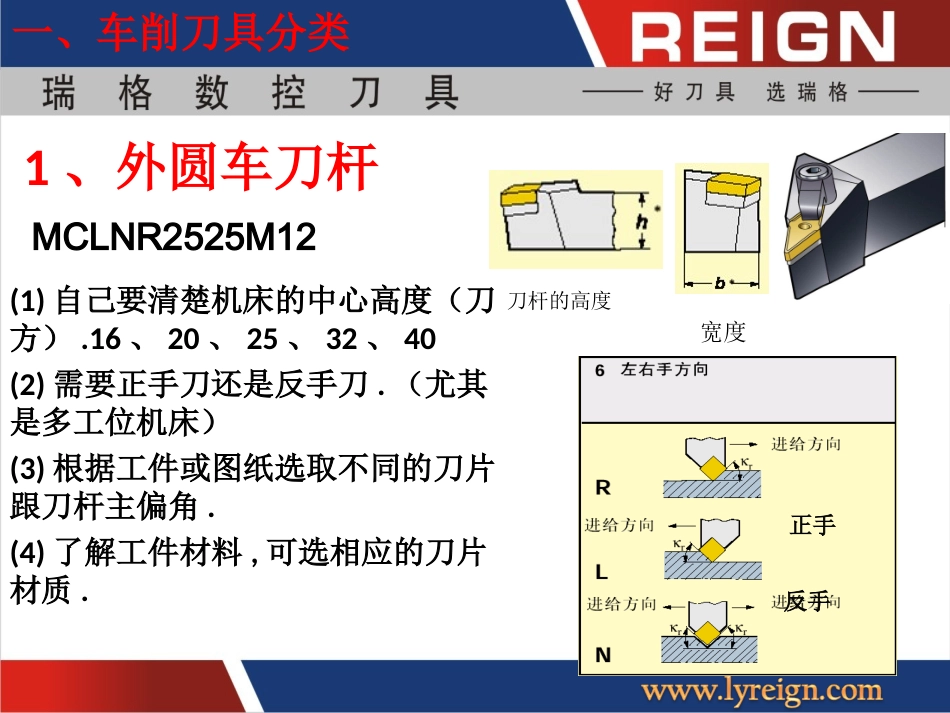
com2012-04-13一、车削刀具分类1、外圆车刀2、内孔车刀3、螺纹车刀4、切槽刀具二、刀具使用注意事项三、常用刀片知识1、外圆车刀杆(1)自己要清楚机床的中心高度(刀方)
16、20、25、32、40(2)需要正手刀还是反手刀
(尤其是多工位机床)(3)根据工件或图纸选取不同的刀片跟刀杆主偏角
(4)了解工件材料,可选相应的刀片材质
刀杆的高度宽度MCLNR2525M12正手反手一、车削刀具分类主偏角主切削刃与进给方向的夹角叫主偏角
一、车削刀具分类实际应用参数外径车刀的参数(外径加工演示)V(线速度)=150-250米/分F(进给量)=0
5毫米/转切削深度最大不超过刀片边长的一半一、车削刀具分类外径刀修光刃•修光刃刀尖角放大图一、车削刀具分类•(1)要了解工件内孔直径(D)
•(2)要了解工件内孔的深度(L)
•(3)需要的是正手刀还是反手刀
•(4)了解工件材料,可选相应的刀片材质
•(5)根据工件或图纸选取不同的刀片跟刀杆主偏角
(注意加工深度在4倍以内
超过用整体硬质合金杆可达到8-10倍)2、内孔车刀杆S20Q-SCLCR09正手反手一、车削刀具分类•●刀杆直径○最小加工孔径•¢8¢10•¢10¢12•¢12¢16•¢16¢20•¢20¢25•¢25¢32•¢32¢40•¢40¢50可转位内孔车刀与加工孔径对照表一、车削刀具分类一、车削刀具分类主切削刃与进给方向的夹角叫主偏角
24/12/2510实际应用参数内孔车刀的参数V(线速度)=100-150米/分F(进给量)=0
3毫米/转切削深度:S系列的单边2MM以内
M或E系列的单边不超过刀片的一半
一、车削刀具分类•(1)要确定是内螺纹还是外螺纹
•(2)外螺纹要确定机床中心高
•(3)内螺纹要确定螺纹长度
•(4)确定螺纹类型及螺距
•(5)确定