大型轴流转桨式水轮机尾水管裂纹处理吴良有1冯顺绪2(广西平班水电开发有限公司,广西南宁)摘要:介绍了平班水电站尾水管凑合节与转轮室连接处存在裂纹的现象,并对裂纹产生的原因进行分析
采用补焊、化学灌浆等处理对策与措施,解决了尾水管凑合节与转轮室出现裂纹的问题
关键词:轴流转桨尾水管裂纹原因修复措施1工程概况平班水电站位于广西壮族自治区与贵州省界河一南盘江上,是红水河综合利用规划的第三个梯级电站
电站总装机容量为405MW,安装3台135MW轴流转桨式水轮发电机组,发电机部分由天津阿尔斯通制造,型号为:SF135—56/10860;水轮机部分由上海福伊特西门子水电设备有限公司制造
型号为:ZZS-LH-722;整机的安装由武警水电部队二总队承揽,首台机组于2004年12月正式投运,2号机组于2005年4月投运
2故障简介2007年3月,在2号机组检修中,发现尾水管凑合节与转轮室连接部位存在裂缝,其中+Y和-Y方向裂纹很大,整个裂缝约10m长,+X和-X方向无裂纹;在-Y方向连接部位裂缝处,转轮室壁及凑合节上都有超过200mm的裂缝,缺陷发生后对裂缝进行焊接处理,焊接合格后采用水泥灌浆方式对凑合节、转轮室及尾水管锥等处脱空部位进行处理
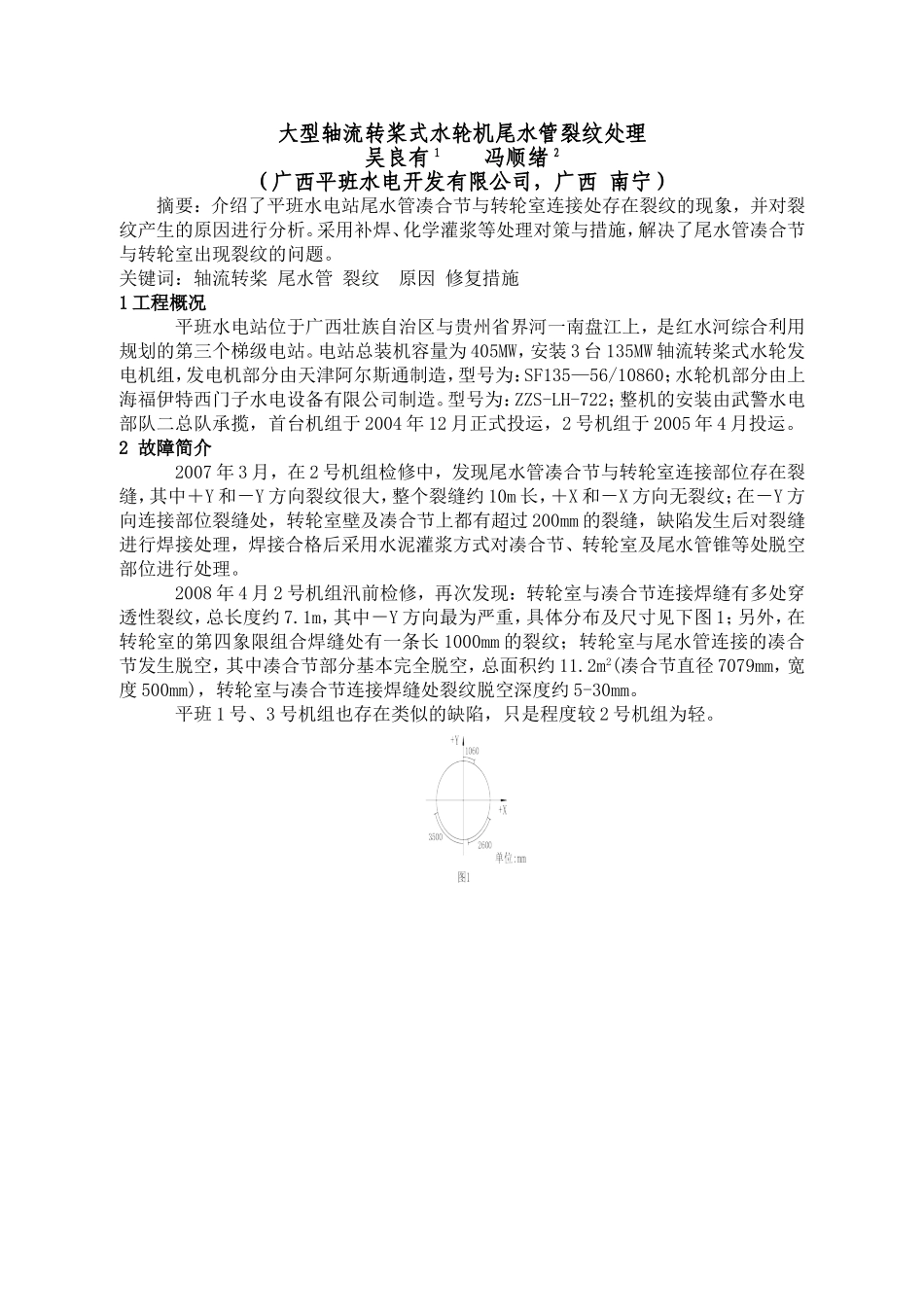
2008年4月2号机组汛前检修,再次发现:转轮室与凑合节连接焊缝有多处穿透性裂纹,总长度约7
1m,其中-Y方向最为严重,具体分布及尺寸见下图1;另外,在转轮室的第四象限组合焊缝处有一条长1000mm的裂纹;转轮室与尾水管连接的凑合节发生脱空,其中凑合节部分基本完全脱空,总面积约11
2m2(凑合节直径7079mm,宽度500mm),转轮室与凑合节连接焊缝处裂纹脱空深度约5-30mm
平班1号、3号机组也存在类似的缺陷,只是程度较2号机组为轻
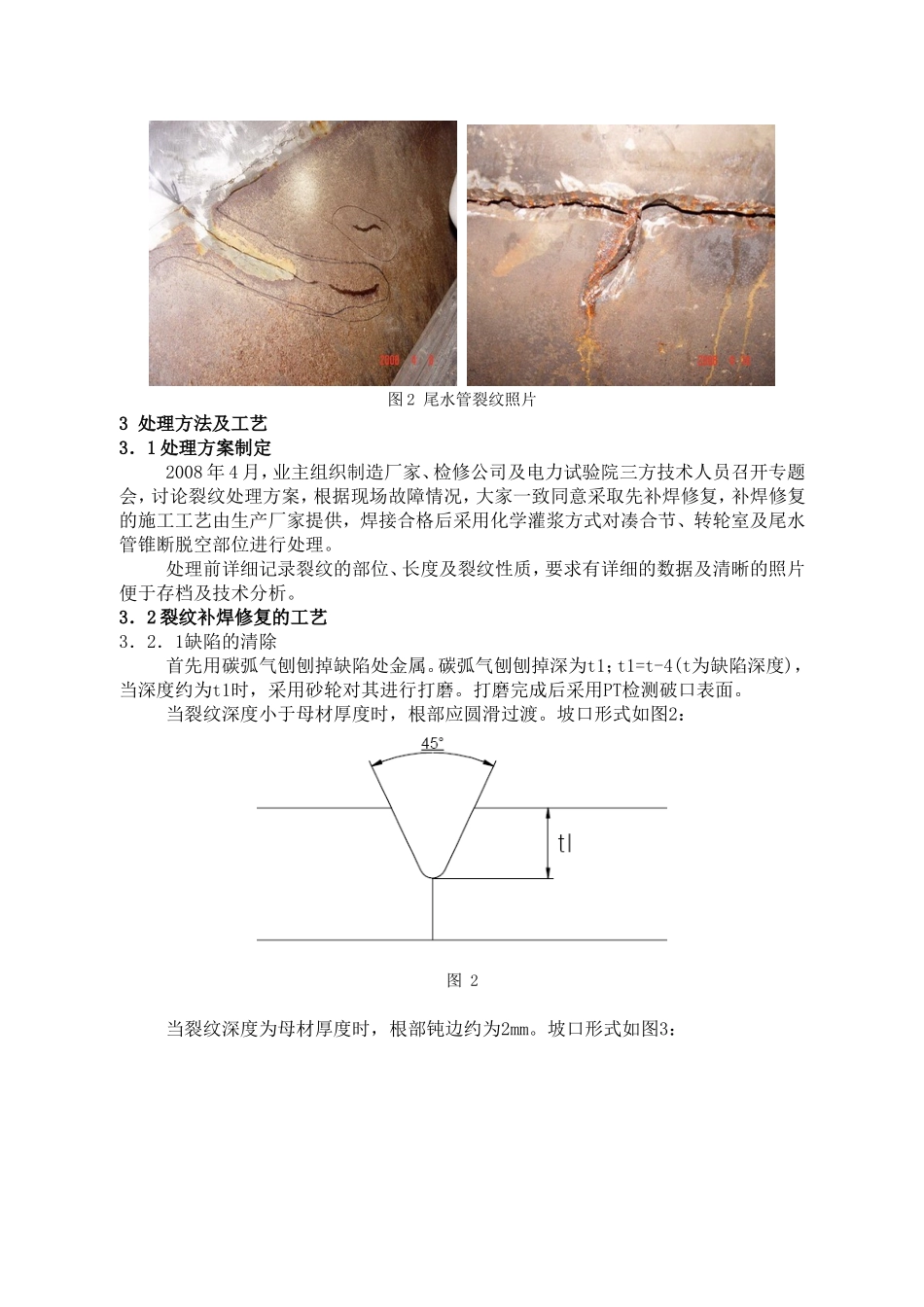
图2尾水管裂纹照片3处理方法及工艺3.1处理方案制定2008年4月,业主组织制造厂家、检修公司及电力试验院