ZX7系列逆变式直流弧焊机原理、功能及使用方法5.1逆变器及逆变式弧焊电源将直流电转换成交流电的装置称为逆变器
逆变式弧焊电源,又称弧焊逆变器,是一种新型的焊接电源
这种电源一般是将三相工频(50Hz)交流网路电压,先经输入整流器整流和滤波变成直流,再通过大功率开关电子元件(晶闸管SCR、晶体管GTR、场效应管MOSFET或IGBT)的交替开关作用,将整流后的直流逆变成几kHz~几十kHz的中频交流电压,并经变压器降至适合于焊接的几十伏电压,然后再次整流并经电抗滤波输出相当平稳的直流焊接电流
其变换顺序可简单地表示为:工频交流(经整流滤波)一直流(经逆变)一中频交流(降压、整流、滤波)一直流
如果用符号表示,即为:AC—DC—AC—DC
为什么要采用上述这种方式呢
这是因为如果直接用逆变降压后的交流电进行焊接,由于其频率高,则感抗大,导致焊接回路中有功功率大大降低
因此,还需再次进行整流
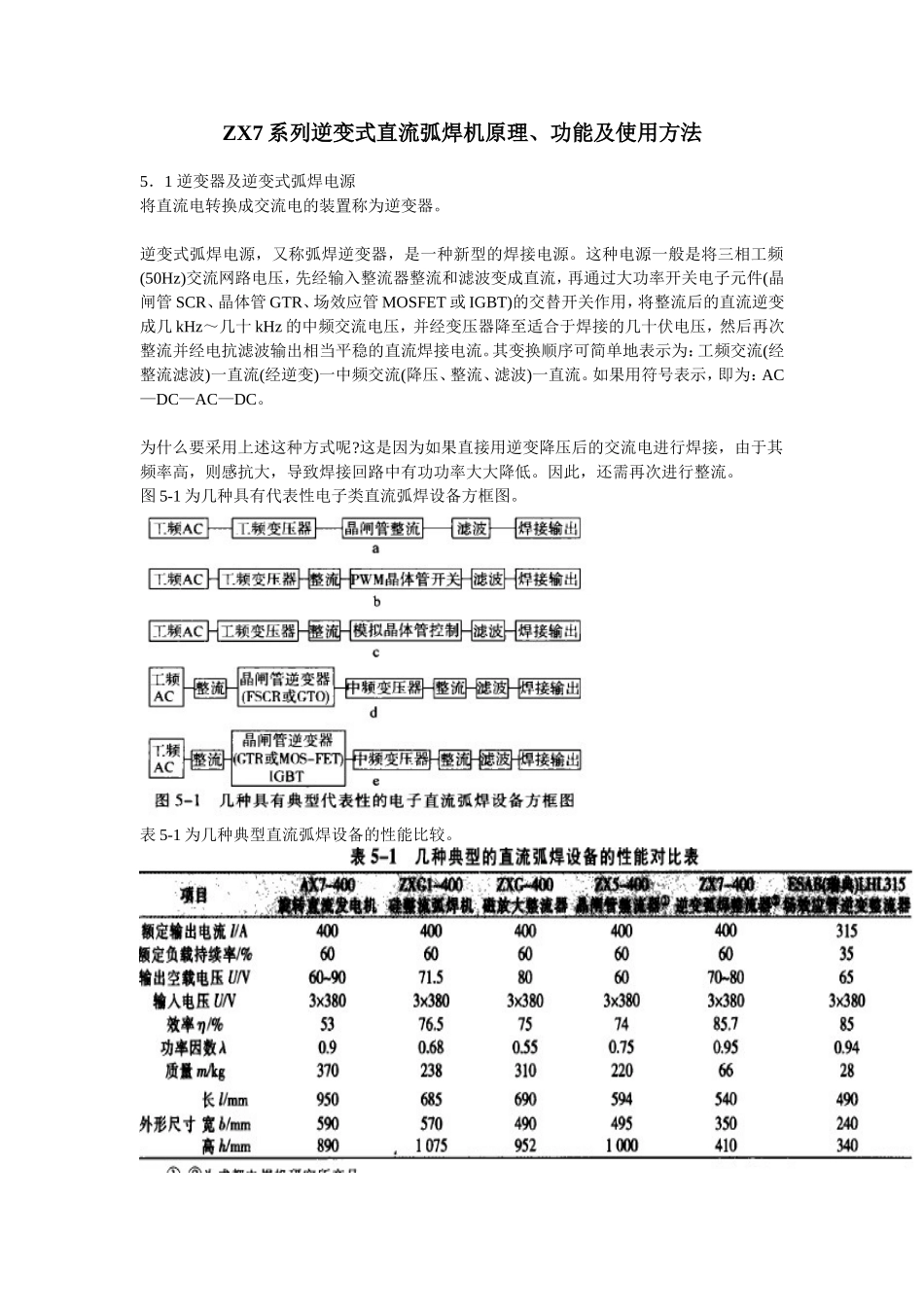
图5-1为几种具有代表性电子类直流弧焊设备方框图
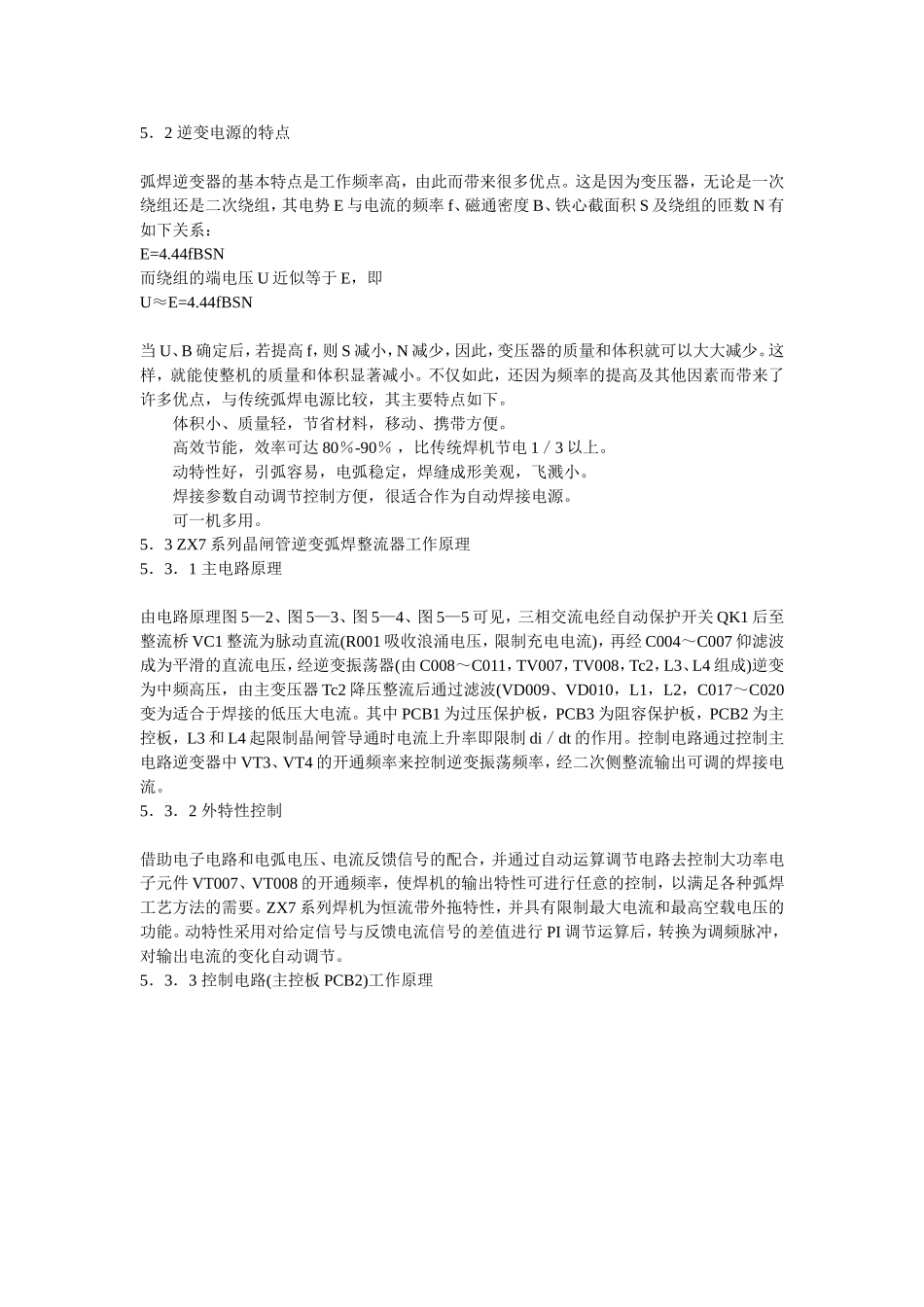
表5-1为几种典型直流弧焊设备的性能比较
5.2逆变电源的特点弧焊逆变器的基本特点是工作频率高,由此而带来很多优点
这是因为变压器,无论是一次绕组还是二次绕组,其电势E与电流的频率f、磁通密度B、铁心截面积S及绕组的匝数N有如下关系:E=4
44fBSN而绕组的端电压U近似等于E,即U≈E=4
44fBSN当U、B确定后,若提高f,则S减小,N减少,因此,变压器的质量和体积就可以大大减少
这样,就能使整机的质量和体积显著减小
不仅如此,还因为频率的提高及其他因素而带来了许多优点,与传统弧焊电源比较,其主要特点如下
体积小、质量轻,节省材料,移动、携带方便
高效节能,效率可达80%-90%,比传统焊机节电1/3以上
动特性好,引弧容易,电弧稳定,焊缝成形美观,飞溅小
焊接参数自动调节控制方便,很适合作为自动焊接电源
5.3ZX7系