㈢空胶囊的制备•目前普遍采用的方法是将不锈钢制的栓模浸入明胶溶液形成囊壳的栓模法
⑴溶胶⑵蘸胶⑶干燥⑷拔壳⑸切割⑹整理•操作环境温度应为10~25°,相对湿度为35%~45%,空气净化应达1万级
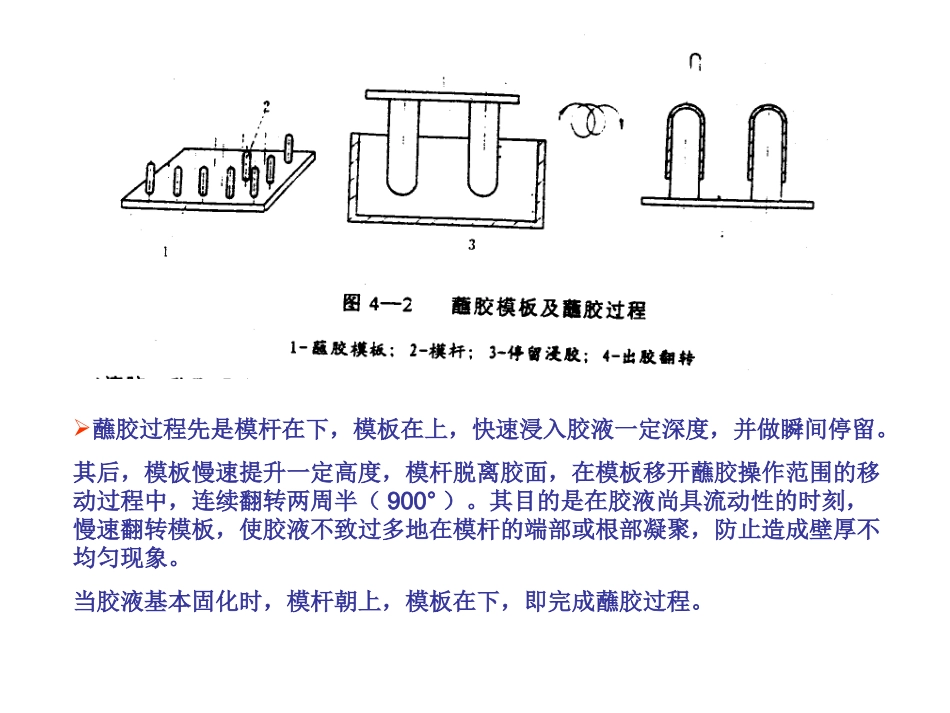
蘸胶过程先是模杆在下,模板在上,快速浸入胶液一定深度,并做瞬间停留
其后,模板慢速提升一定高度,模杆脱离胶面,在模板移开蘸胶操作范围的移动过程中,连续翻转两周半(900°)
其目的是在胶液尚具流动性的时刻,慢速翻转模板,使胶液不致过多地在模杆的端部或根部凝聚,防止造成壁厚不均匀现象
当胶液基本固化时,模杆朝上,模板在下,即完成蘸胶过程
胶囊初期固化后,需进一步干燥固化
采用低温干燥烘道
蘸胶模板下表面落于轨道上,连续运行的轨道将模板带入保持23~27℃低温的烘道中
烘道采用小孔出流顶吹方式,令胶囊在模杆上缓慢脱水干燥
烘道内相对湿度在45%~50%左右
自低温烘道输出的模板在抵达切割工位之前,于行进中被机械推爪翻转90°,使模杆轴线成水平位置
在模板行进中,各行模杆通过一组割刀,模杆上的胶囊即被切割成标准长度
经切割后的胶囊体与胶囊帽是自由地套在模杆上的,利用带橡胶套的机械手自模杆上拔脱
通常在联动机上是两条平行、相对的轨道,分别输送着胶囊体与胶囊帽
机械手设置于轨道中间,机械手拔脱下的胶囊体、帽各自随着机械手水平回转180°,使体、帽轴线重合,再利用机械手芯部的推杆使二者相向运动(此时机械手的夹持力放松),完成体、帽套合动作
2硬胶囊的填充工艺及设备本节内容:㈠空胶囊的选择㈡胶囊剂的辅料㈢胶囊填充机(各部件)结构原理㈣传动系统设计特点和分析㈠空胶囊的选择空胶囊的大小均以号数表示
大小000号5号(应按药物剂量所占容积来选用最小空胶囊)一般多凭经验或试装后选用适当号数的空胶囊㈡胶囊剂的辅料1
常用的辅料有稀释剂(如淀粉、微晶纤维素、蔗糖、乳糖、氧化镁等),润滑剂(如