焊缝外观质量标准及考核措施(试行)1、目的为提高变压器整体外观质量,加强焊渣焊瘤的清理,现对油箱及附件的焊渣焊瘤清理提出标准要求,请各相关工序人员加强质量意识和标准意识,认真做好自检、互检、专检,使产品质量满足精品工程要求
2、适用范围适用于公司各焊接车间的所有焊接产品(含五岳电器储油柜、升高座)
1各车间焊接工序员工负责将本工序产生的焊渣、焊瘤等焊接缺陷清理干净,不允许留下清理死角,避免二次清渣,做好自检、互检工作
2质检员负责对焊接工序的转序产品的质量进行检验及考核工作
(五岳电器的储油柜、升高座由五岳电器质检员把控)4、焊渣、焊瘤产生原因及危害4
1焊渣:由于焊接时,必须有足够的焊料来保证焊接质量,否则可能造成焊接不完全、有空洞等,于是多余的焊料就形成焊渣
焊渣里的主要物质就是焊料,焊渣如不清理,会遮住焊缝缺陷,无法判断焊接质量,对产品质量有巨大隐患
2焊瘤:由于金属物在焊接过程中,通过电流造成金属焊点局部高温熔化,液体金属凝固时,在自重作用下金属流淌形成的微小疙瘩
这种缺陷使焊缝成型不美观,立焊时有焊瘤的部位往往有灰渣和未焊透,影响焊缝质量
5、质量标准5
1焊缝要求饱满光滑,焊缝尺寸符合技术条件要求
焊缝无明显咬边,无气孔,无砂眼,无夹渣,无弧坑,无凹凸点,表面无裂纹等;每米长焊缝缺陷≤1处为合格,1条焊缝上缺陷≤2处为合格;每个零部件焊缝缺陷≤3处为合格
超出以上标准为不合格
2焊缝周边要求异物清除干净,无药皮,无焊瘤,无焊渣,无飞溅颗粒
焊瘤直径≥2mm的算1处不合格,1mm≤焊瘤直径<2mm的每2个算1处不合格,焊渣飞溅颗粒每4个算1处不合格
整体上每条焊缝周边缺陷≤1处为合格,每个零部件缺陷≤3处为合格,超出标准的为不合格
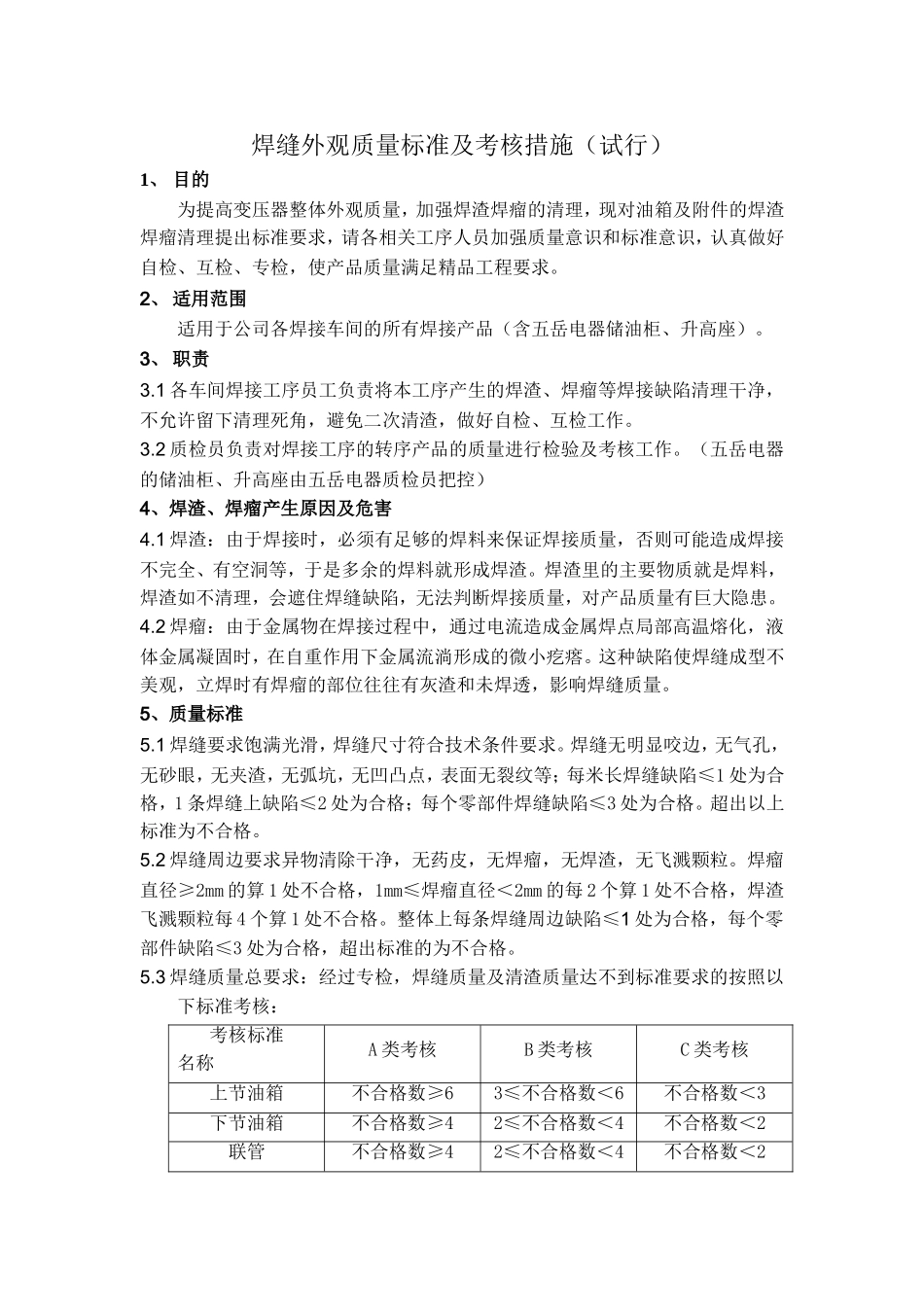
3焊缝质量总要求:经过专检,焊缝质量及清渣质量达不到标准要求的按照以下标准考核:考核标准名称A类考核B类考