·8·2009年第6期石油和化工节能高效节能换热器概述刘乾刘阳子(中国天辰工程公司天津300400)摘要本文简要介绍了管壳式换热器换热管强化传热技术和壳程强化传热技术,分析了各自的原理、优缺点及推荐使用场合
关键词换热器节能减排强化传热目前在我国石油化工行业中,换热设备投资占设备投资的30%以上,在换热设备中,使用量最大的是管壳式换热器,其中80%以上的管壳式换热器仍采用弓形折流板光管结构,这种结构决定了换热器传热效果差,壳程压降大,与我国正在推行的节能减排政策不相适应
因此提高换热器的效能对化工行业节能减排、提高效益非常重要
换热设备传热过程的强化就是力求使换热设备在单位时间内、单位传热面积传递的热量尽可能增多
应用强化传热技术的目的是为了进一步提高换热设备的效率,减少能量传递过程中的损失,更合理更有效地利用能源
提高传热系数、扩大单位传热面积、增大传热温差是强化传热的三种途径,其中提高传热系数是当今强化传热的重点
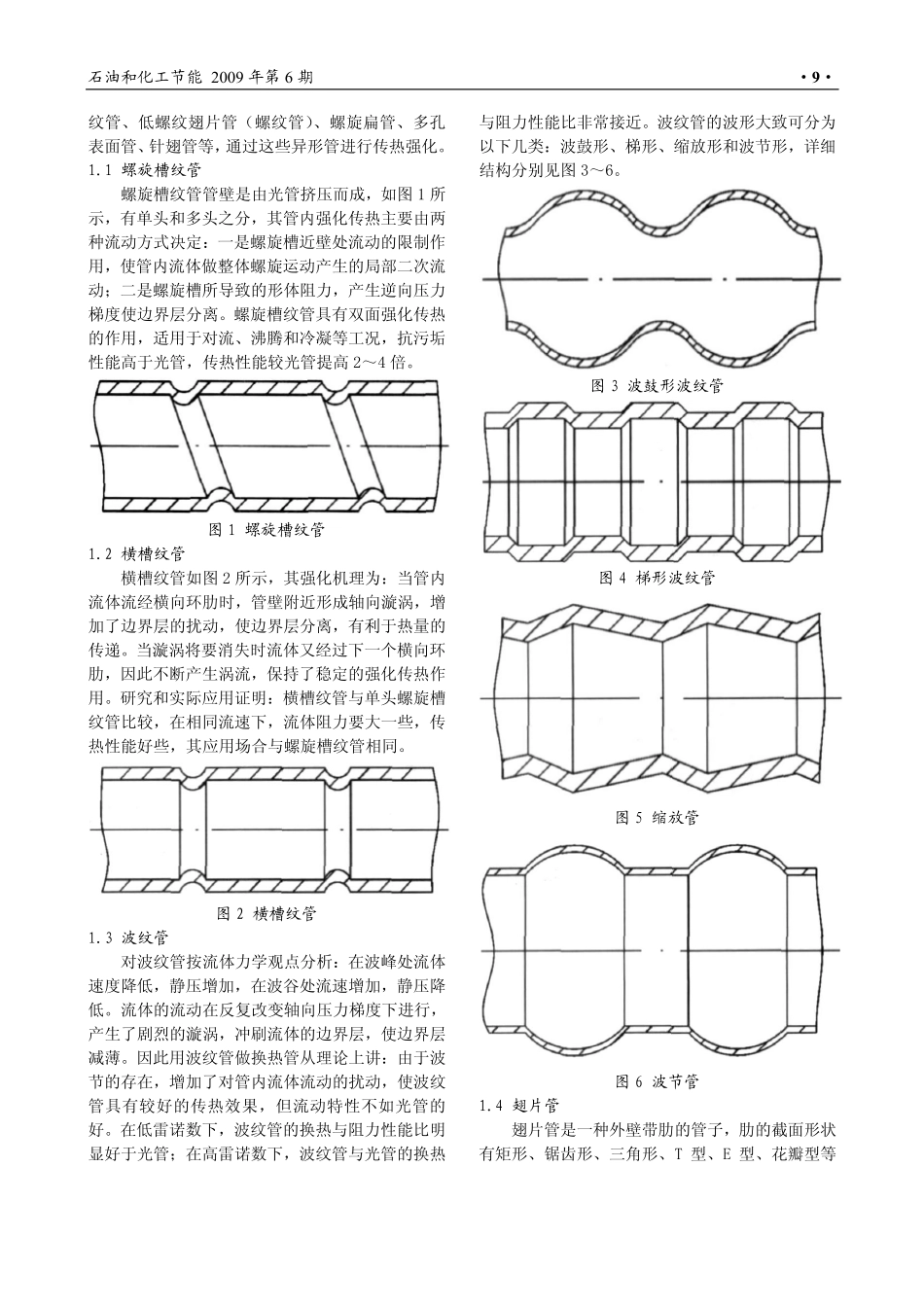
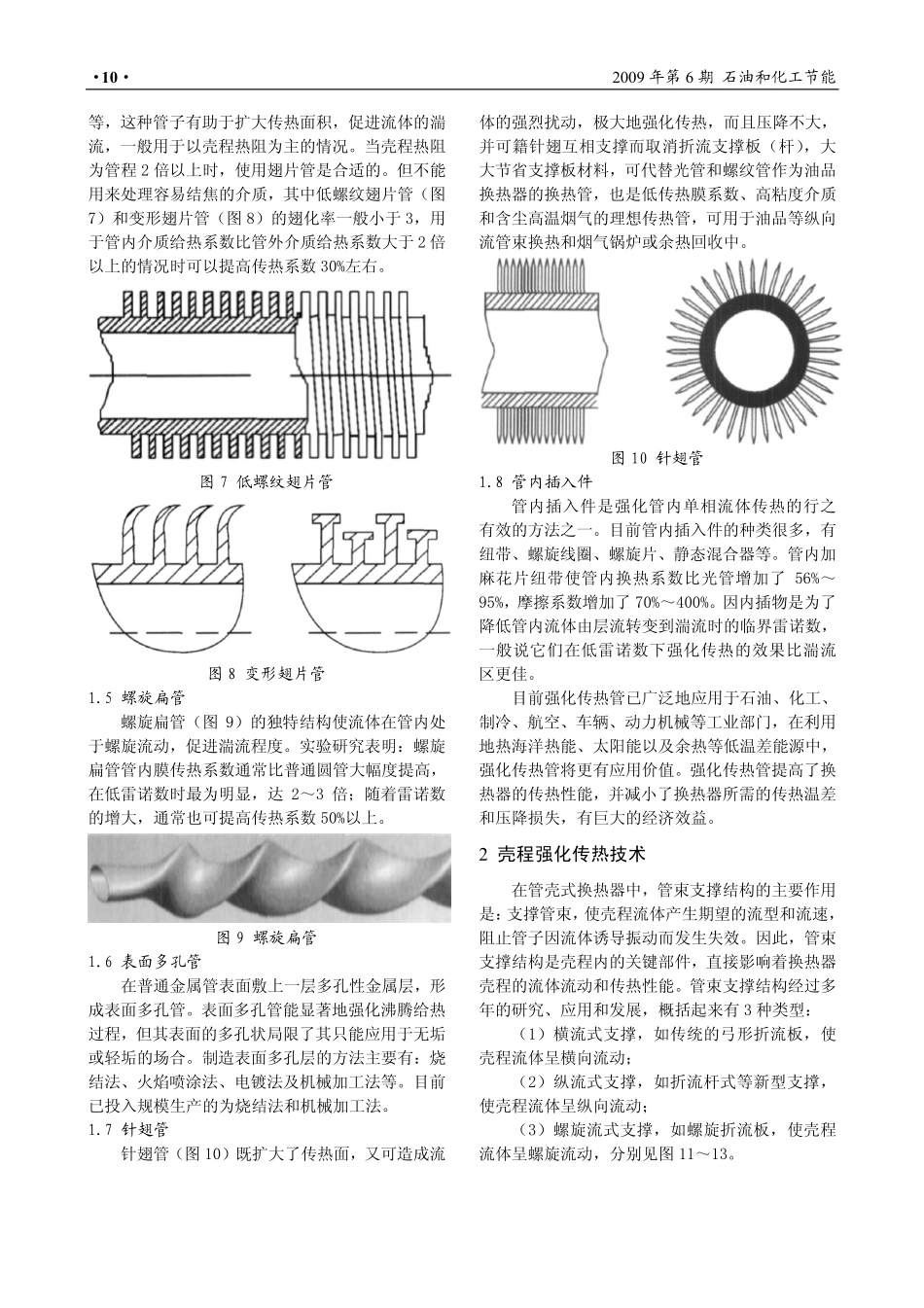
1换热管强化传热技术管程的强化传热通常是对光管进行加工得到各种结构的异形管,如螺旋槽纹管、横槽纹管、波﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌3
6优化组合煤化工产业如能与炼油、IGCC热电、制氢等行业很好地有机联合,就可以达到减少投资、降低原料和能量消耗、优化管理、减少温室气体排放、理顺销售渠道并降低销售成本双赢的结果,最大限度地发挥我国煤炭资源的优势
4结语目前正在考虑建设的煤制油工厂或煤制烯烃的规模一般为:油品生产规模是300万t/a,烯烃生产规模为60万~100万t/a(其中乙烯生产能力30万~50万t/a)
目前世界上以石油为原料的炼油厂经济规模的加工能力为1000万t/a,大的炼油厂加工能力已经达到2000万t/a以上
乙烯工厂的生产能力也都在100万t/a左右,大的乙烯厂年能力达到200万t以上,