http://www
cn-1-油罐泄漏失效分析韩海林,徐越兰,张立奎南京理工大学材料科学与工程系,江苏南京(210094)E-mail:hanhailin@yahoo
cn摘要:某厂一新储油罐储油8个月后发现油罐泄漏
经现场勘验,结合溶剂去除型着色渗透法检测及对储灌材料的金相分析
结果表明:油罐基本制造完成后,焊工在切除不再需要工装过程中,不严格遵守切割工艺,所产生的底板贯穿性缺陷是形成油罐泄漏的主要原因,金相显示制作母材中存在着较严重的偏析,使得钢材的焊接性能变得较差,容易引起焊接缺陷成为失效隐患
关键词:泄漏,着色渗透检测,金相分析1
引言某植物油厂A于04年9月与机械厂B签定制作500立方米的储油罐合同,B于04年12月份完成交付
储油罐材料:Q235,公称厚度8mm;焊接方法:手工电弧焊;实测储油罐基本尺寸为:外径8
46m,高13
5m,油罐底面内径8
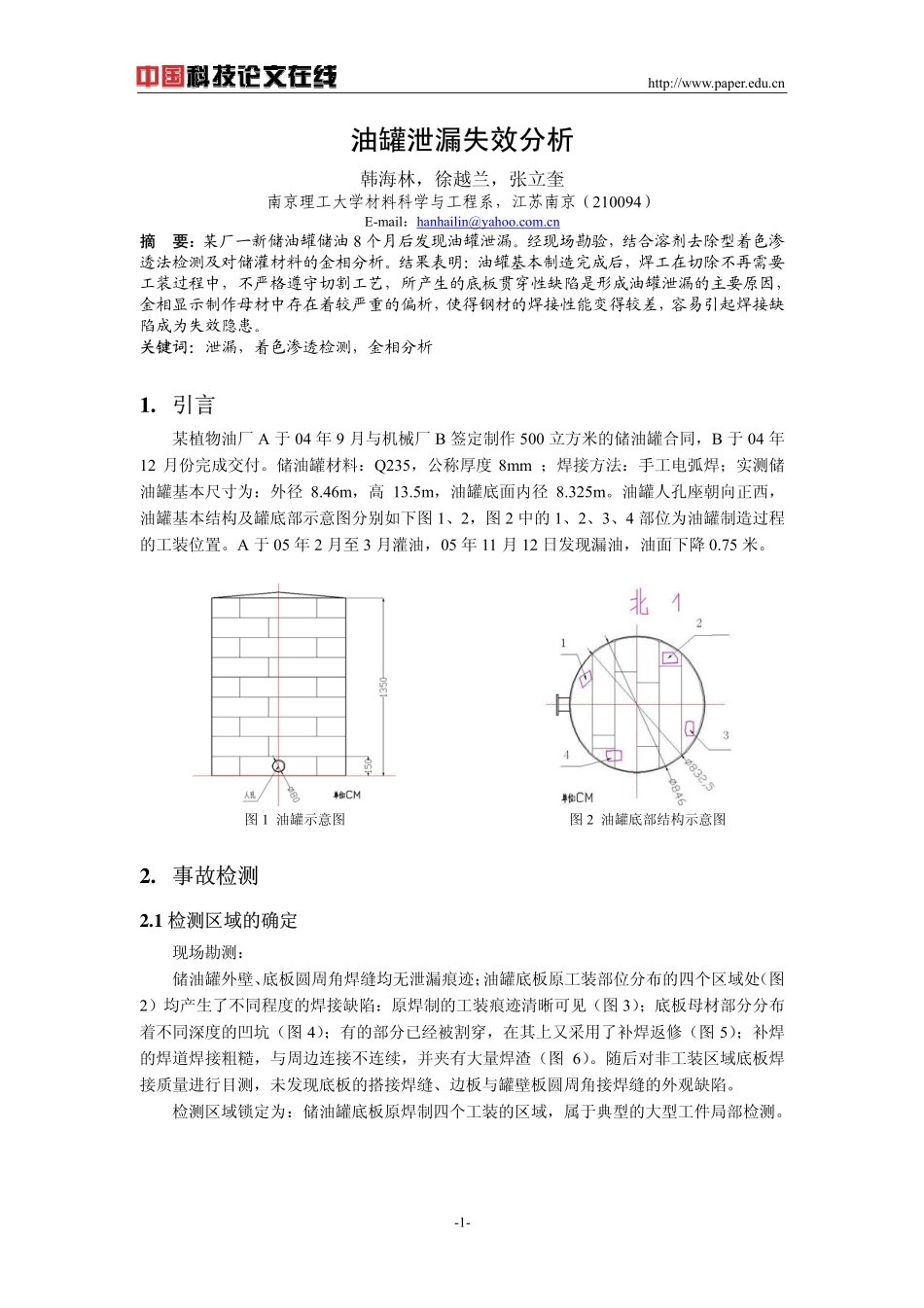
油罐人孔座朝向正西,油罐基本结构及罐底部示意图分别如下图1、2,图2中的1、2、3、4部位为油罐制造过程的工装位置
A于05年2月至3月灌油,05年11月12日发现漏油,油面下降0
图1油罐示意图图2油罐底部结构示意图2
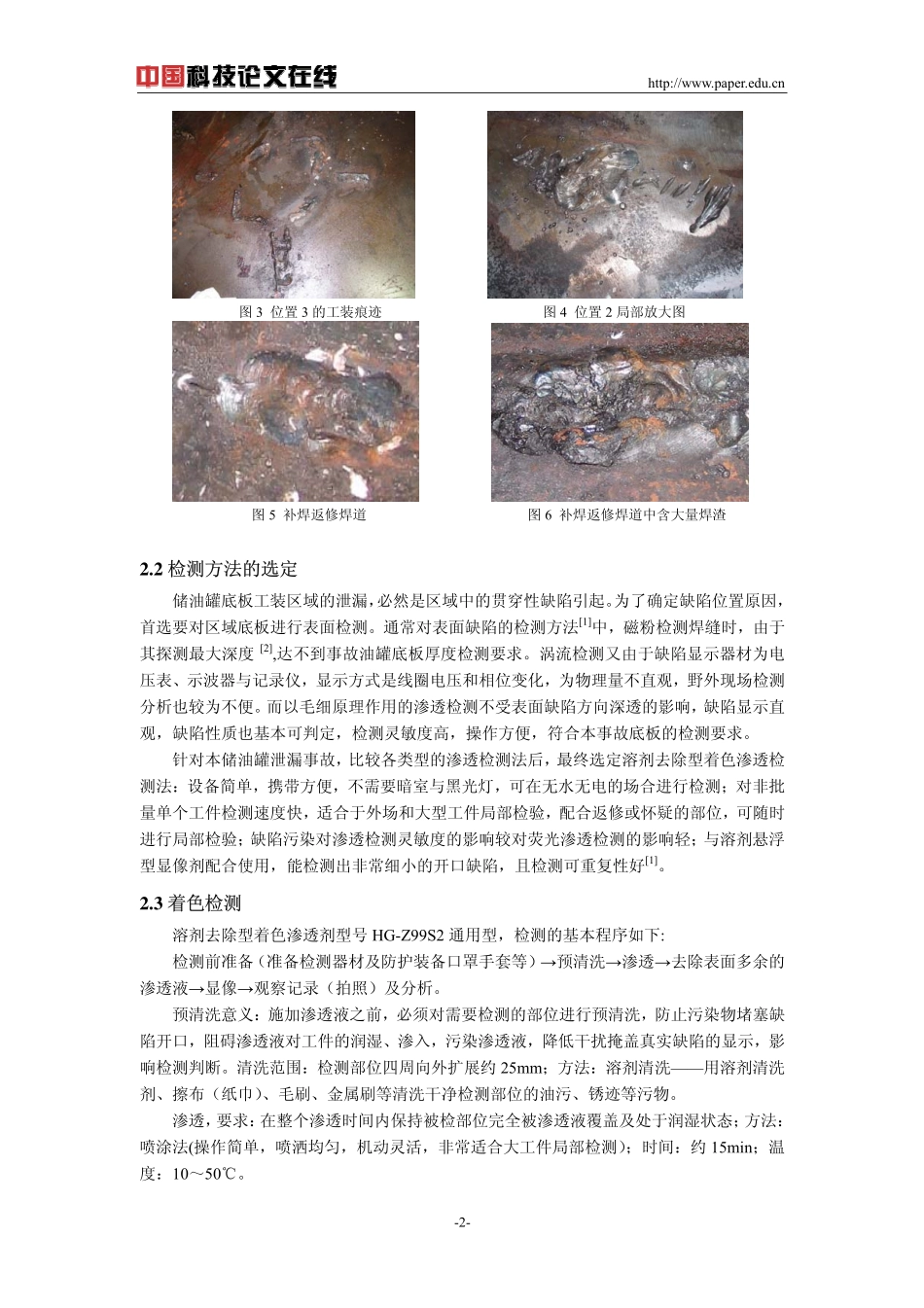
1检测区域的确定现场勘测:储油罐外壁、底板圆周角焊缝均无泄漏痕迹;油罐底板原工装部位分布的四个区域处(图2)均产生了不同程度的焊接缺陷:原焊制的工装痕迹清晰可见(图3);底板母材部分分布着不同深度的凹坑(图4);有的部分已经被割穿,在其上又采用了补焊返修(图5);补焊的焊道焊接粗糙,与周边连接不连续,并夹有大量焊渣(图6)
随后对非工装区域底板焊接质量进行目测,未发现底板的搭接焊缝、边板与罐壁板圆周角接焊缝的外观缺陷
检测区域锁定为:储油罐底板原焊制四个工装的区域,属于典型的大型工件局部检测
http://www