管子制造工艺本工艺依据部标准有关规定,结合我公司情况制定的,适用于固定式热水炉和额定压力≤3
8Mpa的蒸汽锅炉管子制造与验收
本工艺如与设计图纸及有关标准不符,则以设计图纸和标准要求为准
一、原材料检验1、制造管子用的材料应符合设计图纸要求,并必须经检验部门按JB/T3375《锅炉用材料入厂验收规则》的规定进行检验,未经检验或检验不合格者不准投产,材料代用必须办理相关手续
2、制造管子用的焊材应符合JB/T1613《锅炉受压元件焊接技术条件》的规定,并按JB/T3375的规定进行检验,合格者方可使用
3、对于首次采用的钢种和焊接材料,应经过必要检验,制定可行的制造工艺后,方能投入正常生产
二、制造工艺1、放样:⑴、放样前,应熟悉设计图纸、工艺、标准的有关规定和技术要求,准备必要的工具
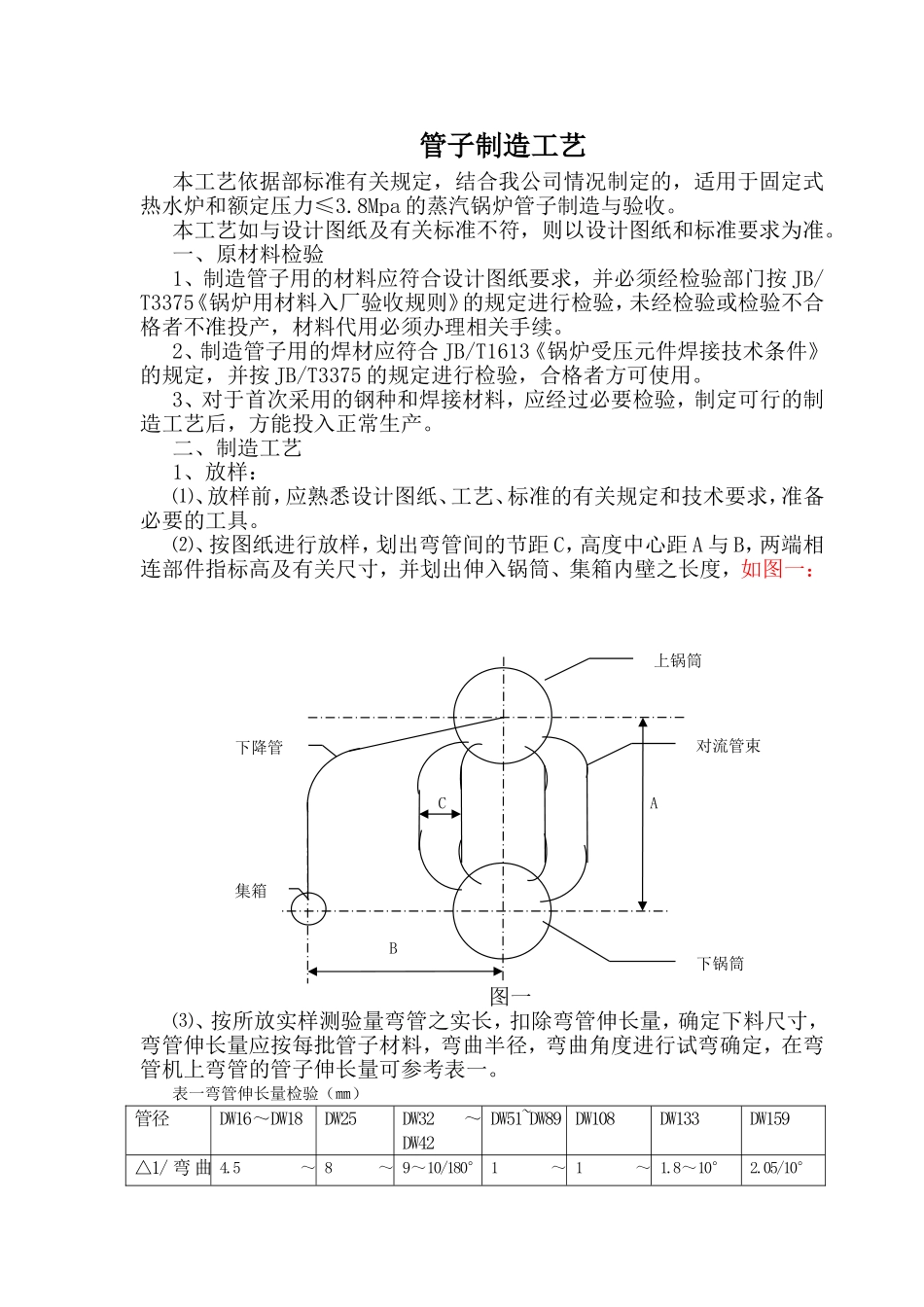
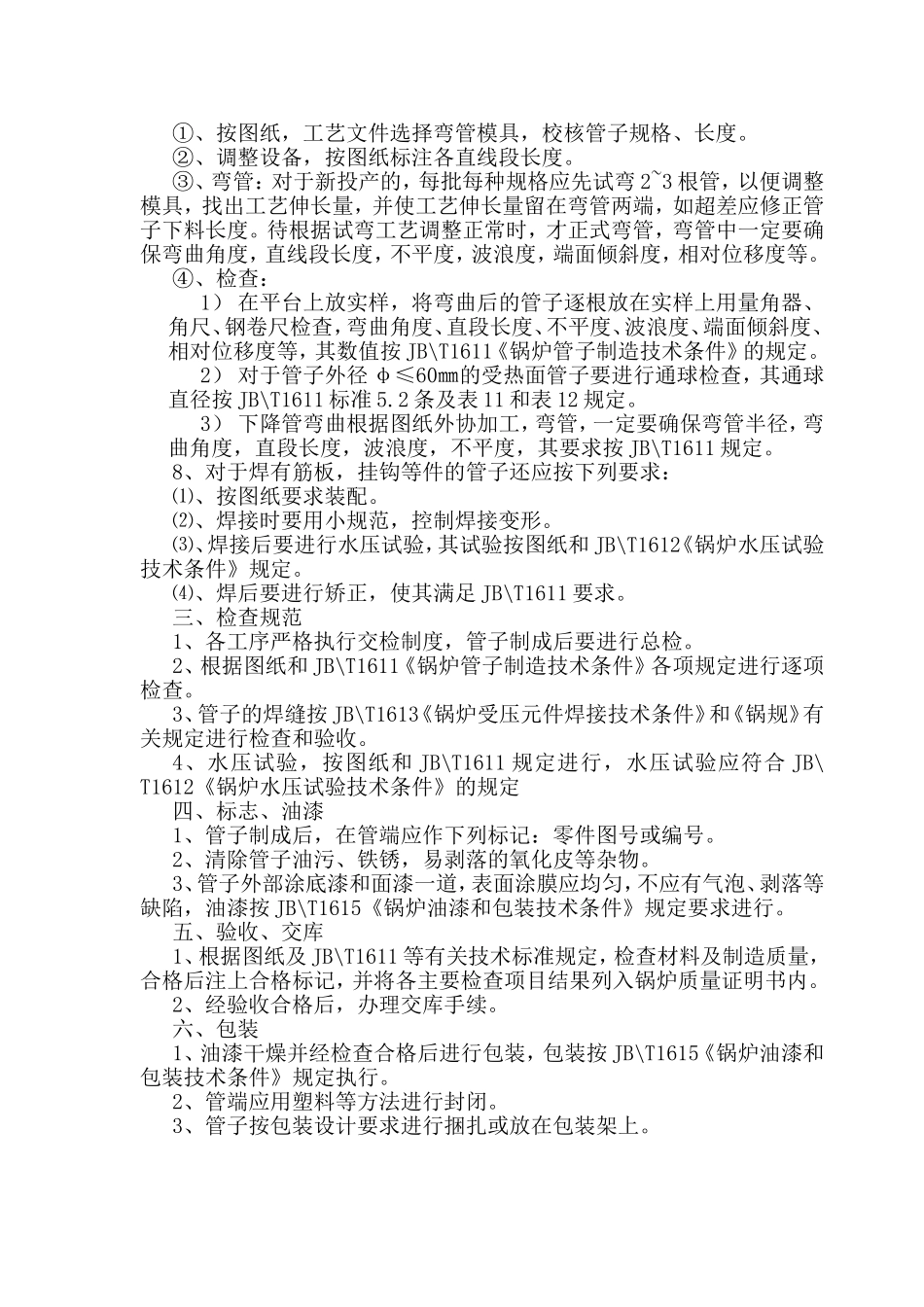
⑵、按图纸进行放样,划出弯管间的节距C,高度中心距A与B,两端相连部件指标高及有关尺寸,并划出伸入锅筒、集箱内壁之长度,如图一:CAB图一⑶、按所放实样测验量弯管之实长,扣除弯管伸长量,确定下料尺寸,弯管伸长量应按每批管子材料,弯曲半径,弯曲角度进行试弯确定,在弯管机上弯管的管子伸长量可参考表一
表一弯管伸长量检验(㎜)管径DW16~DW18DW25DW32~DW42DW51~DW89DW108DW133DW159△1/弯曲4
5~8~9~10/180°1~1~1
8~10°2
05/10°对流管束上锅筒下降管集箱下锅筒角5
5/180°9/180°1
5/10°1
5/10°⑷、弯管前,应准备好量角器,并用量角器检查管子的弯曲半径是否与图纸相符
2、校直:管子弯曲度超过《下料工艺守则》等标准规定时,应进行校直,校直方法应用钢管校直工具,也可采用手工方法进行
3、校料:⑴、校对管子的材料规格,材质应符合设计图纸或材料代用通知单要求
⑵、充分利用材料,尽量减少拼接焊缝数量,拼接要求按图纸和JB