成型 1122 课程设计- 1 - 第 1 章.冲压零件的工艺性分析该零件形状简单、对称,是由圆弧和直线组成的
冲裁件内外形所能达到的经济精度为IT13 ~IT14
凡产品图样上没有标注公差等级或者公差的尺寸,其极限偏差数值通常按IT14 级处理
将以上精度与零件的精度要求相比较,可以为该零件的精度要求能够在冲裁加工中得到保证,其他尺寸标注、生产批量等情况,也均符合冲裁的工艺要求,故决定采用冲压方式进行加工
经查公差表,各尺寸公差为:φ 60-00
62mm φ 32+00
52mm 35+00
52mm 6+00
3mm 第 2 章
确定工艺方案及模具结构形式该工件所需的冲压工序包括落料、冲孔两个基本工序, 可以拟定出以下三种工艺方案:方案一:先落料,后冲孔 , 采用单工序模分两次加工
方案二:落料 - 冲孔复合冲压 , 采用复合模加工
方案三:落料 - 冲孔级进冲压 , 采用级进模加工
方案一模具结构简单,但需两道工序两副模具,成本高而生产效率低,难以满足顾客的要求,而且工件的累积误差大,操作不方便
由于该工件大批量生产,所以方案二和方案三更具优越性
·该零件 φ 32mm×35mm的孔与 φ 60mm的最小距离为 25mm,大于此零件要求的最小壁厚( 1
2mm),可以采用冲孔、 落料复合模或冲孔、落料级进模,复合模模具的形位精度和尺寸精度容易保证,且生产率也高, 尽管模具结构比较复杂, 但由于零件的几何形状简单对称,模具制造并不困难
级进模虽生产率也高, 但零件的冲裁精度稍差, 欲保证冲压件的形位精度, 需要在模具上设置导正销导正,故模具制造、 安装较复合模复杂
通过对上述三种方案的分析比较,该零件的冲压生产采用方案二的复合模为佳
成型 1122 课程设计- 2 - 第 3 章.模具设计计算3
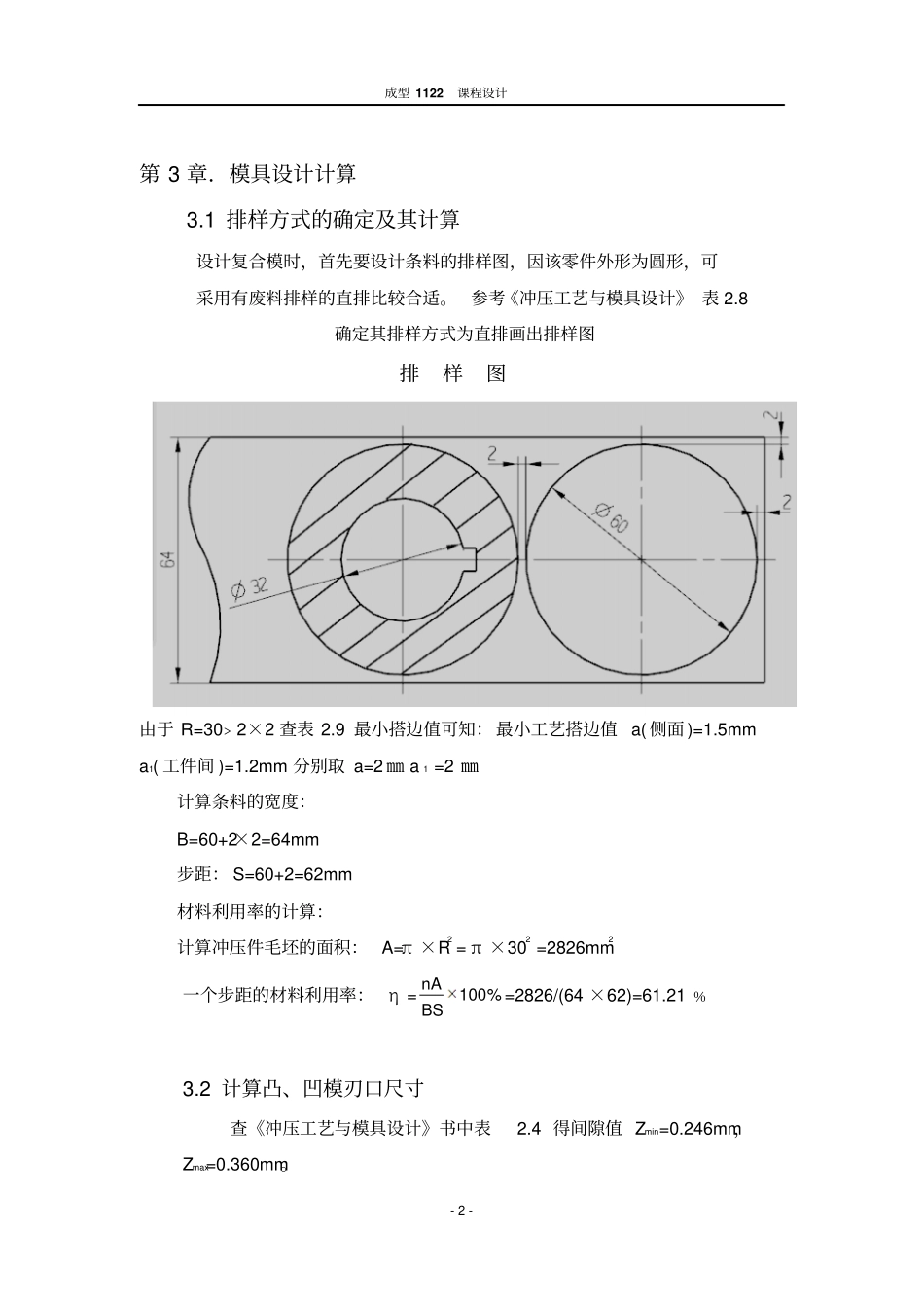
1 排样方式的确定及其计算设计复合模时,首先要设计条料的排样图,因该