WI 指导文件塑胶件类产品检验要求及方法DOC NO 文件编号WI-003 REV 版本APAGE 页码1 of 10 1.目的为检验员提供检验方法,抽样方案及接收标准
适用范围适用于塑胶件类原材料的进货检验
抽检方案序号检验项目检验方法抽样方案及判定标准1 包装、标识6
任一包装或标识出现不合格则批次判拒收2 尺寸6
2 首批抽取 5 个或 5 套, 1 个/1 套不合格批次拒收;正常批抽检 5 个或 5 套, 1 个/1 套不合格批次拒收
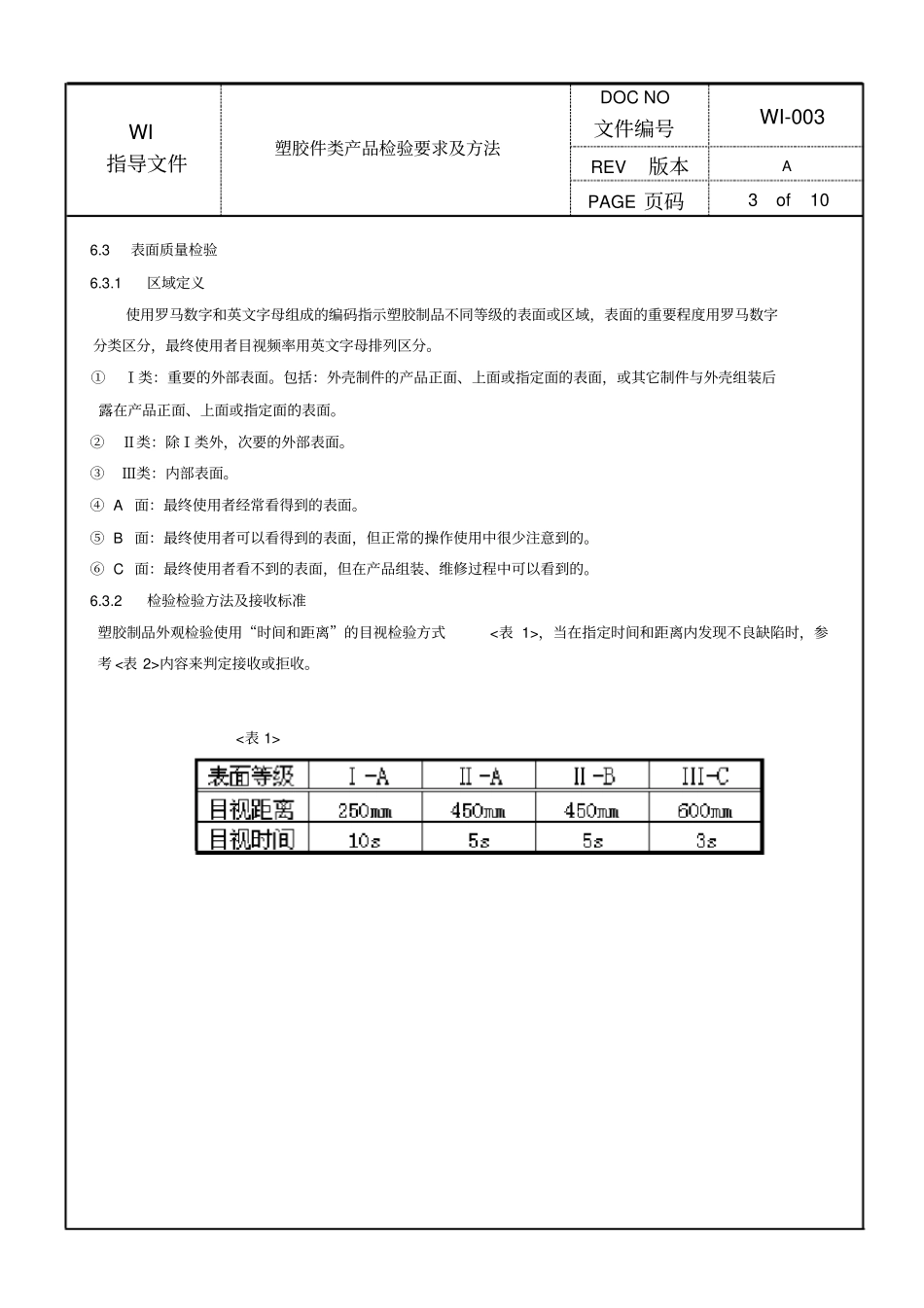
3 表面质量6
3 一般检验水平按Ⅱ级,AQL=0
65,一次抽样;此项不合格则批次拒收
4 丝印检验6
4 5 电镀层检验6
5 首批抽取 5 个, 1 个不合格批次拒收;正常批不抽检
6 装配质量6
6 每批抽检 20 套,与封样装配,1 个不合格,该批次拒收
不良缺陷定义4
1 材料不良缺陷4
1 异物:由于塑料不纯,使塑件中有杂质异物
2 气泡:由于融料内充气过多或排气不良而导致塑件内残留气体,并呈体积较小或成串的空穴
3 毛边:分模面挤出的塑胶
4 顶白:颜色泛白,常出现在顶出位置
5 变形:制件出现的弯曲、扭曲、拉伸现象
6 欠注:射胶量不足,制件缺料或不饱满
7 油污:脱模剂、顶针油、防锈油造成的污染
8 流水纹:制品成形时,熔体流动产生的可见条纹
9 融接痕 (夹水纹 ):由于两条或多条的熔融的塑胶流汇聚,而形成在制品表面的线性痕迹
WI 指导文件塑胶件类产品检验要求及方法DOC NO 文件编号WI-003 REV 版本APAGE 页码2 of 10 4
10 缩水:材料冷却收缩造成的表面凹陷
11 雾状:透明制品表面出现模糊,不清晰,不光亮的现象
12 异色:局部与周围颜色有差异的缺陷