TB/T 1632
2—200× 1 钢轨焊接 第 2 部分:闪光焊接 1 范围 TB/T 1632 的本部分规定了钢轨固定式和移动式闪光焊接的要求、试验方法和检验规则
本部分适用于 50 kg/m ~75 kg/m 钢轨的闪光焊接
2 规范性引用文件 下列文件中的条款通过 TB/T 1632 本部分的引用而成为本部分的条款
凡是注日期的引用文件,其后所有的修改单(不包括勘误的内容)或修订版均不适用于本部分,然而,鼓励根据本部分达成协议的各方研究是否可使用这些文件的最新版本
凡是不注日期的引用文件,其最新版本适用于本部分
GB/T 230—1991 金属洛氏硬度试验方法 GB/T 231
1—2002 金属布氏硬度试验 第 1 部分:试验方法 GB/T 4340
1—1999 金属维氏硬度试验 第 1 部分:试验方法 GB/T 13298 金属显微组织检验方法 TB/T 1632
1 钢轨焊接 通用技术条件 TB/T 2622
2 移动式钢轨气压焊设备 加热器技术条件 TB/T 2622
3 移动式钢轨气压焊设备 气体控制箱技术条件 3 要求 3
1 焊接用钢轨要求 用于闪光焊接的钢轨应符合 TB/T 1632
2 设备要求 3
1 固定式闪光焊接 固定式闪光焊接作业线应配置有焊前钢轨矫直机、锯轨设备、轨端除锈设备、钢轨闪光对焊设备、焊后钢轨矫直机、轨头焊缝精磨机以及焊接接头热处理装置等,设备应具有产品质量合格证书
2 移动式闪光焊接 在铁路轨道上进行钢轨闪光焊接,应配置有锯轨设备、轨端除锈设备、移动式钢轨闪光对焊设备、移动式钢轨焊接接头矫直设备、仿型打磨机以及焊接接头热处理装置、发电机组等,设备应具有产品质量合格证书
3 人员要求 焊接作业人员应持有国家铁路主管部门认可的技术机构颁发的“钢轨焊接工操作许可证”
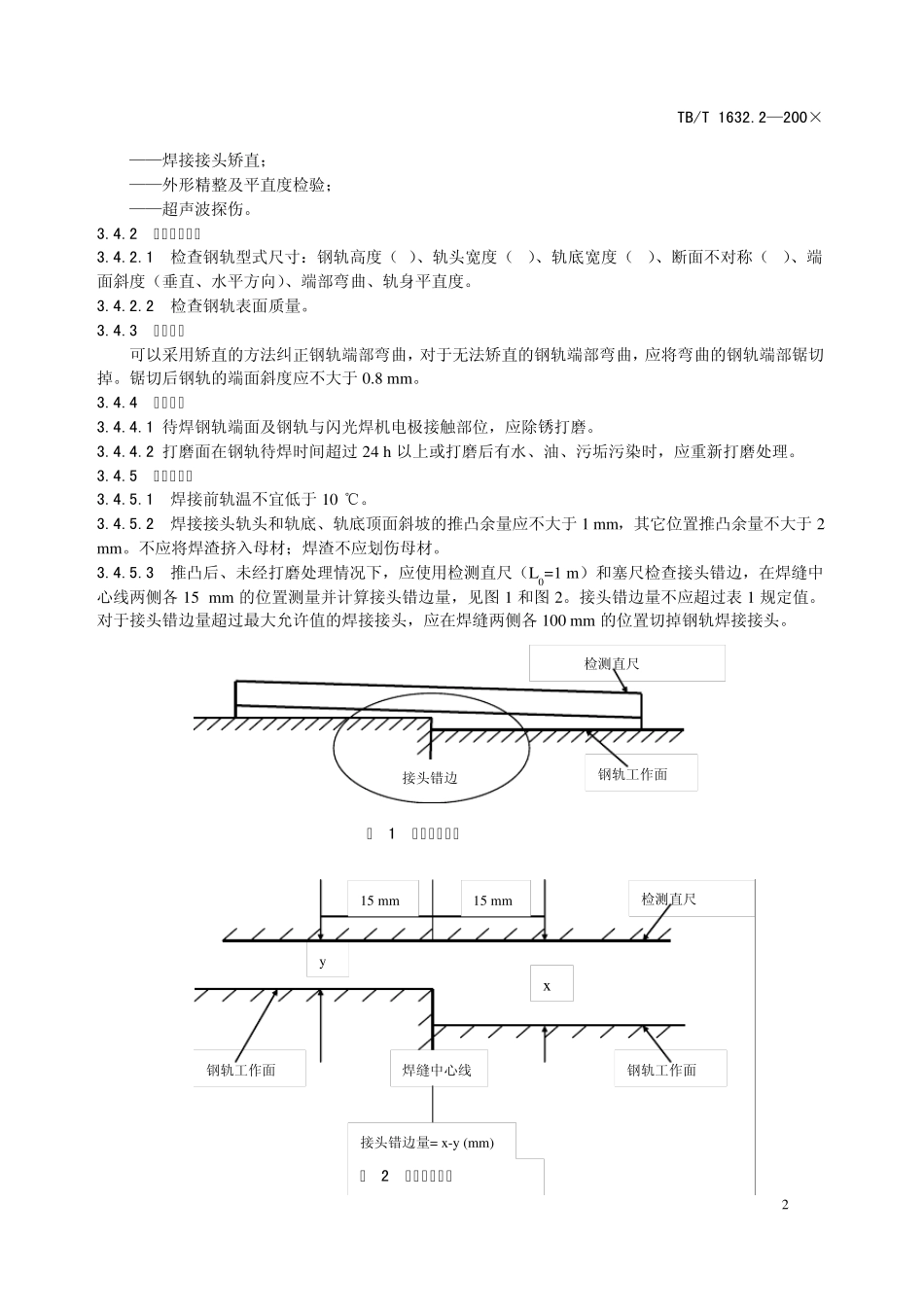
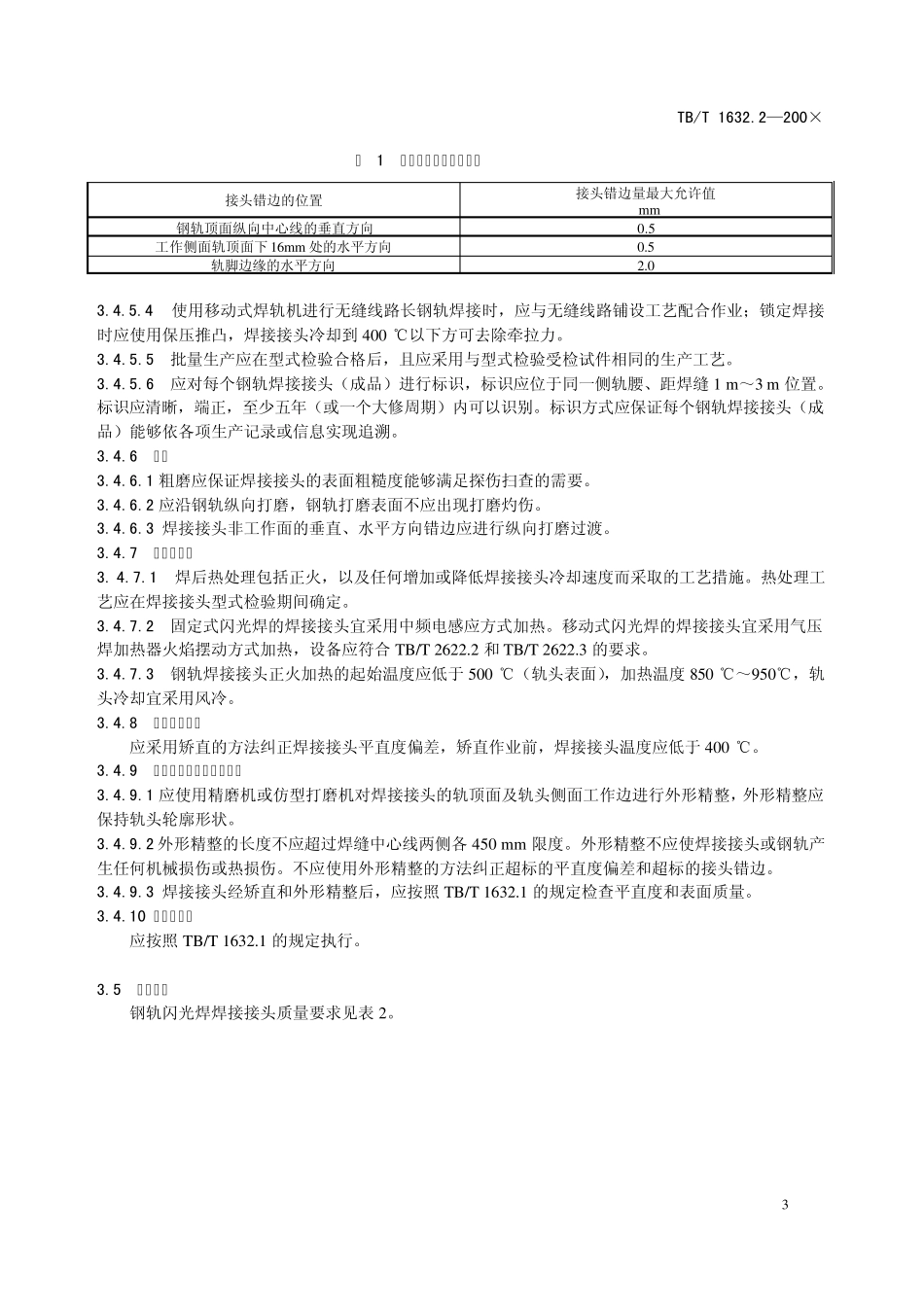
4 工艺要求