教学案例五车内圆锥面知识目标1
学会内圆锥面的加工工艺分析
学会圆锥面的零件的参数计算
学会内圆锥面零件的加工方法
掌握车内圆锥面零件车刀的安装方法
掌握内圆锥面零件的加工方法
掌握内圆锥面零件的检测方法
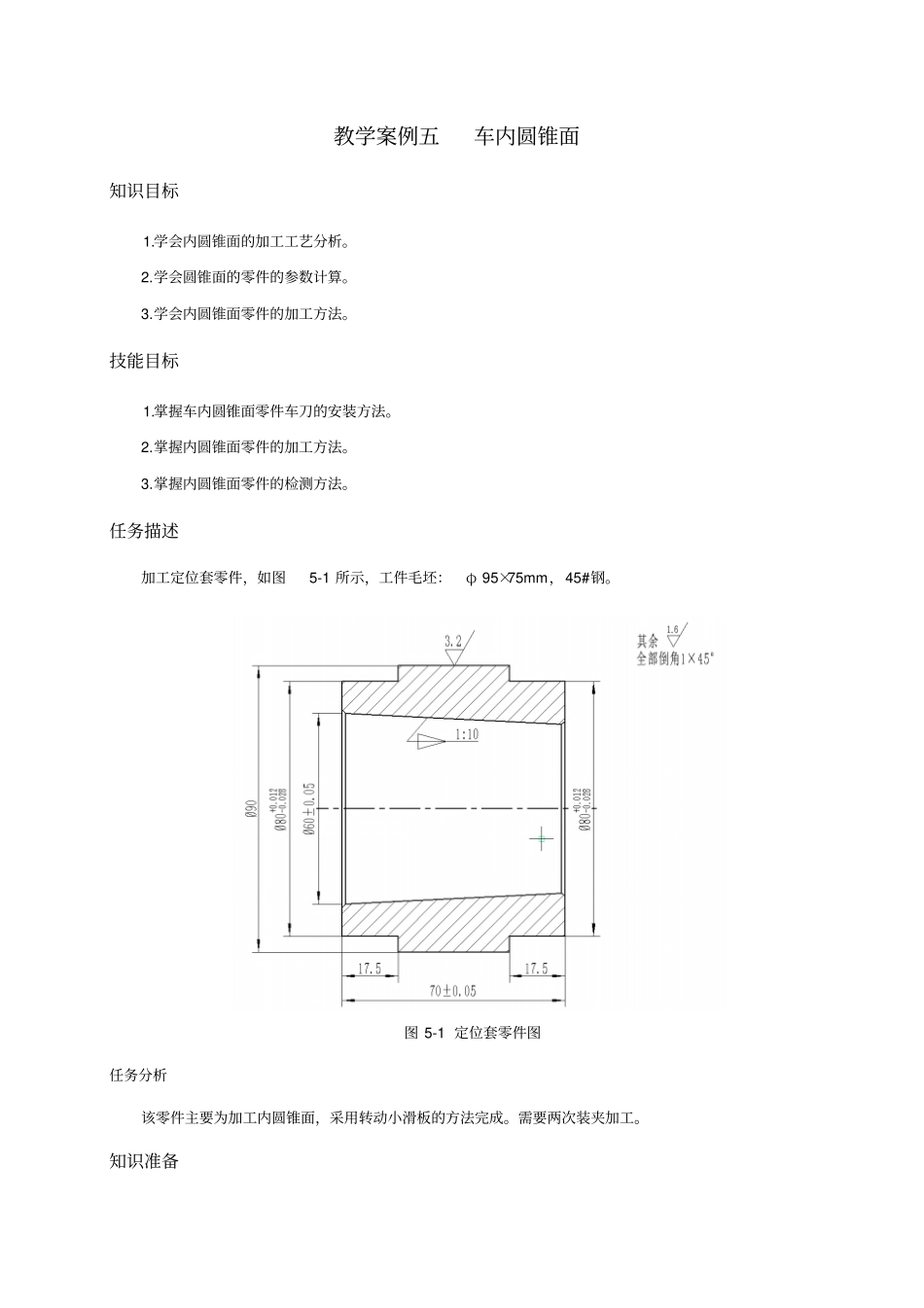
任务描述加工定位套零件,如图5-1 所示,工件毛坯:φ 95×75mm,45#钢
图 5-1 定位套零件图任务分析该零件主要为加工内圆锥面,采用转动小滑板的方法完成
需要两次装夹加工
知识准备内圆锥的加工方法车削内圆锥面时,工件安装应使锥孔大端向外,以便于加工和测量,其车削方法有转动小滑板法、仿形法和铰内圆锥面
⒈转动小滑板车削内圆锥面转动小滑板法车削内圆锥面的原理与车削外圆锥面相同
⑴转动小滑板车削内圆锥面的方法和步骤
用小于锥孔小端直径1~2mm 的麻花钻钻底孔
②内圆锥车刀的选择及装夹
内圆锥车刀宜选用圆锥形刀柄,且使刀尖与刀柄中心对称平面等高,以增大刀柄刚度
装刀时可以用车平面的方法调整车刀,使刀尖严格对准工件中心,刀柄伸出长度应保证其切削行程,刀柄与工件锥孔周围应留有一定空隙
车刀装好后,必须在停车状态下摇动床鞍,使车刀在底孔内走至终点,检查刀柄是否会产生碰撞
③转动小滑板
根据公式计算出圆锥半角α/2,小滑板转动一个圆锥半角α/2
转动方法同车削外圆锥面时相同
④粗车内圆锥面
车削前应调整好小滑板导轨与镶条间的间隙,确定小滑板的行程长度
与粗车外圆锥面相同,车至塞尺能塞进工件约1/2 时检查校准圆锥角
⑤找正圆锥角度
用涂色法检测圆锥孔角度,根据擦痕情况调整小滑板转动的角度
反复试切、检查直至角度找正
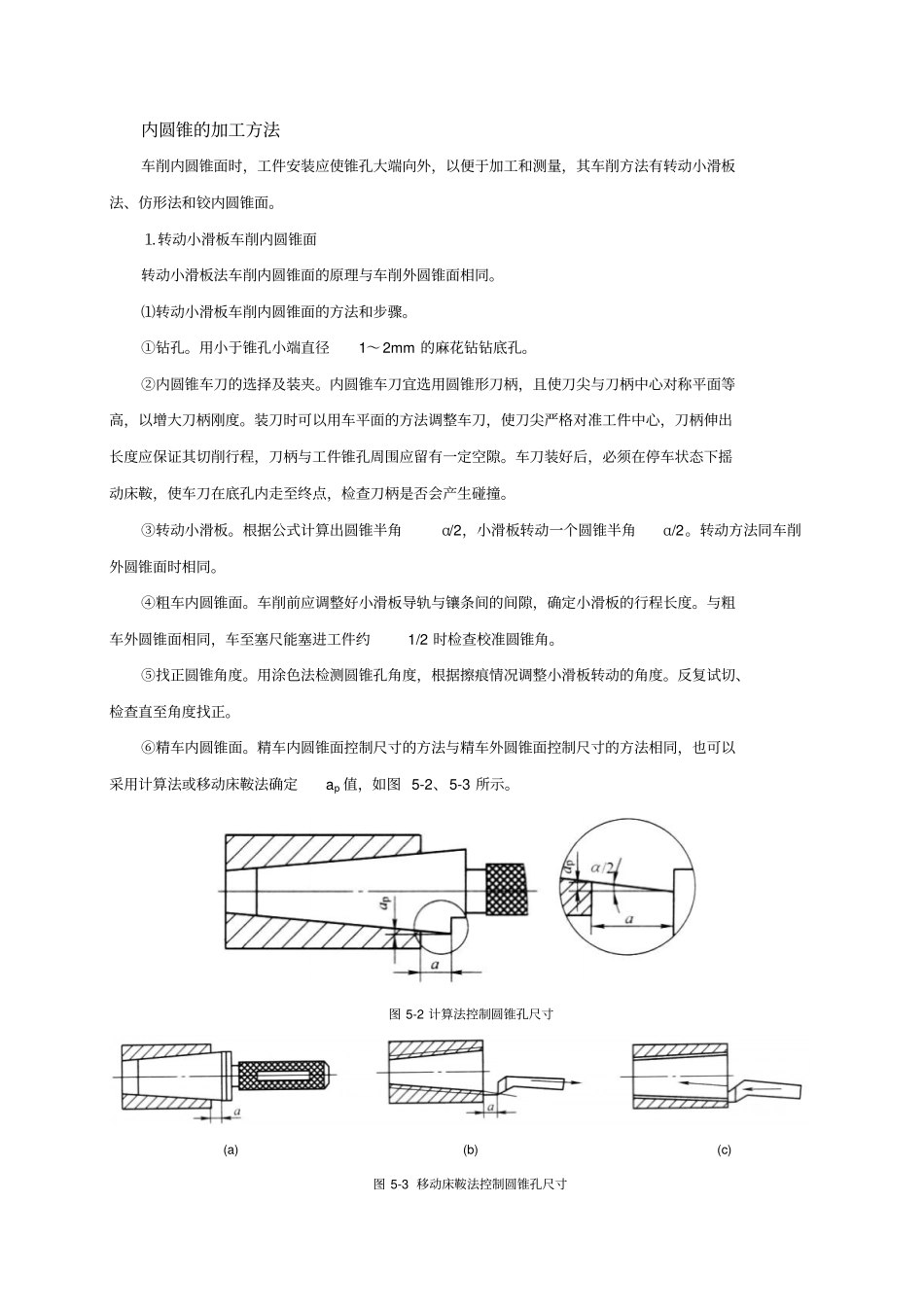
⑥精车内圆锥面
精车内圆锥面控制尺寸的方法与精车外圆锥面控制尺寸的方法相同,也可以采用计算法或移动床鞍法确定ap 值,如图 5-2、5-3 所示
图 5-2 计算法控制圆锥孔尺寸(a) (b) (c) 图 5-3 移动床鞍法控