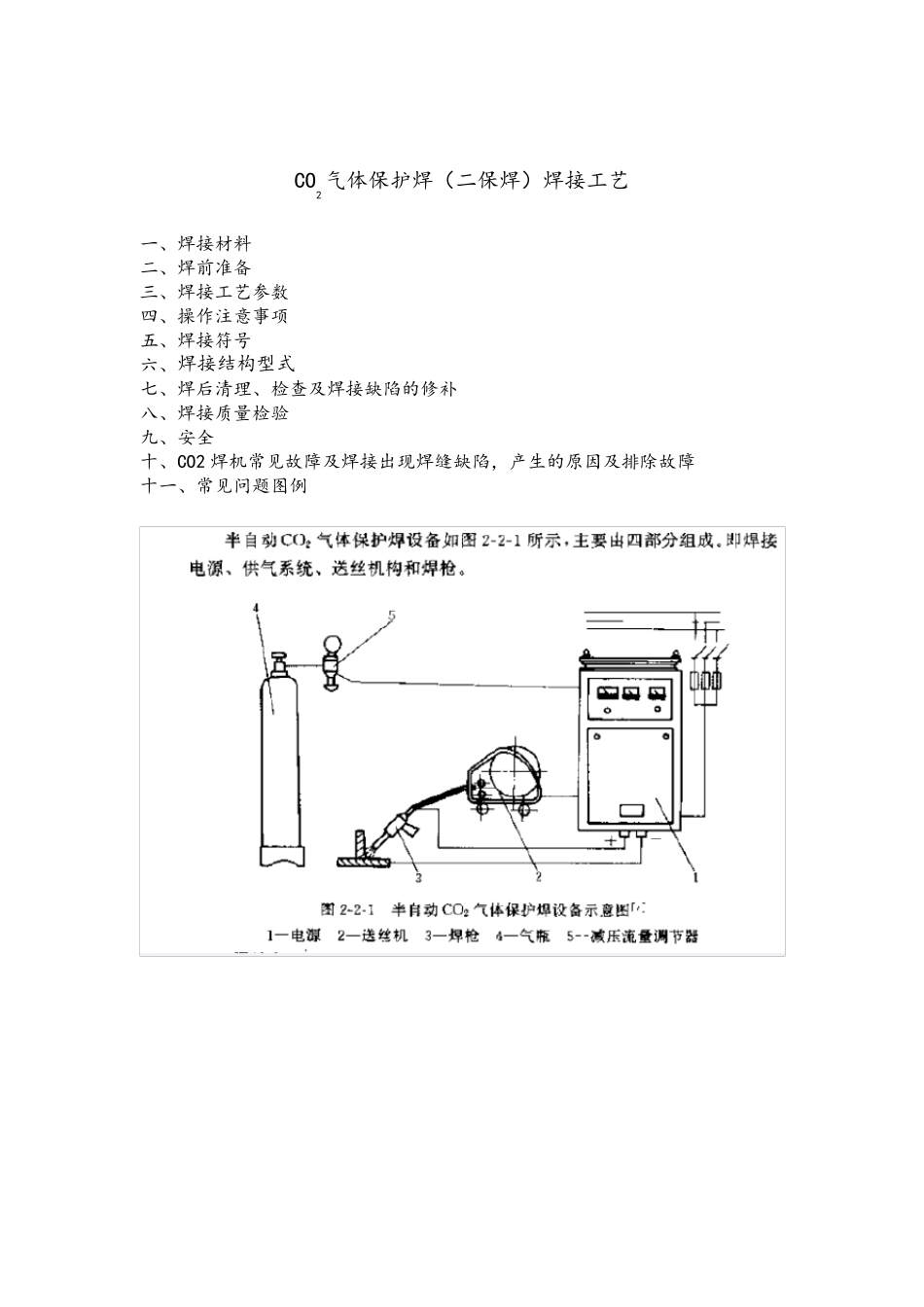
CO2气体保护焊(二保焊)焊接工艺 一、焊接材料 二、焊前准备 三、焊接工艺参数 四、操作注意事项 五、焊接符号 六、焊接结构型式 七、焊后清理、检查及焊接缺陷的修补 八、焊接质量检验 九、安全 十、CO2 焊机常见故障及焊接出现焊缝缺陷,产生的原因及排除故障 十一、常见问题图例 一、焊接材料 1
CO2 气体纯度要求99
5%,含水量不超过0
焊丝牌号低碳钢及高强度低合金钢重要结构焊接选用H08Mn2SiA碳钢焊丝
二、焊前准备 1
了解焊接结构件产品图纸及技术要求
熟悉焊接工艺和施焊方法
检查和调整设备,使设备处于良好的工作状态
检查工作场地,周围不允许有易燃易爆品
检查工艺装备是否处于完好状态
清理焊件表面杂质及污垢
焊丝表面镀铜不允许有锈点存在
三、焊接工艺参数 1、二氧化碳气体保护焊主要工艺参数有焊丝牌号、直径、气体流量、电流、电压、焊接速度、焊丝伸出长度等
2、注:若两焊件厚度不同,选择工艺参数时,可参照厚度较薄的焊件
焊接工艺参数推荐值 一般情况下,阳极区的产热大于阴极区,在焊接中常利用电弧的这个特性,将工件和电焊钳与焊接电源的不同极性相连接,从而达到某种要求,工件接电源正极,材料厚度 (mm) 焊丝直径 (mm) 焊接电流 (A) 焊接电压 (V) 气体流量 (L/min) 极性 1
8 50-110 17-21 6-9 直流反接 2
8 70-130 18-22 7-10 直流反接 3
0 90-160 19-24 7-10 直流反接 4
2 100-190 20-26 8-13 直流反接 6
2 120-280 22-29 10-15 直流反接 称 正 接 法
反 之 , 为 反 接 法
3、 焊 接 速 度 随 着 焊 接 速 度 的