/* 二 氧 化 碳 气 体 保 护 焊 焊 接 工 艺 适用范围:本 工 艺 适 用 于 钢 结 构 制 作 与 安 装 二 氧 化 碳 气 体 保 护 焊 焊 接 工 艺
工 艺 规 定 了一 般 低 碳 钢 、 普 通 低 合 金 钢 的 二 氧 化 碳 气 体 保 护 焊 的 基 本 要 求
凡 各 工 程 的 工 艺 中 无 特 殊 要求 的 结 构 件 的 二 氧 化 碳 气 体 保 护 焊 均 应 按 本 工 艺 规 定 执 行
第一节 材料要求 1
1 钢 材 及 焊 接 材 料 应 按 施 工 图 的 要 求 选 用 , 其 性 能 和 质 量 必 须 符 合 国 家 标 准 和 行 业 标 准的 规 定 , 并 应 具 有 质 量 证 明 书 或 检 验 报 告
如 果 用 其 它 钢 材 和 焊 材 代 换 时 , 须 经 设 计 单 位 同意 , 并 按 相 应 工 艺 文 件 施 焊
2 焊 丝 焊 丝 成 份 应 与 母 材 成 份 相 近 , 主 要 考 虑 碳 当 量 含 量 , 它 应 具 有 良 好 的 焊 接 工 艺性 能
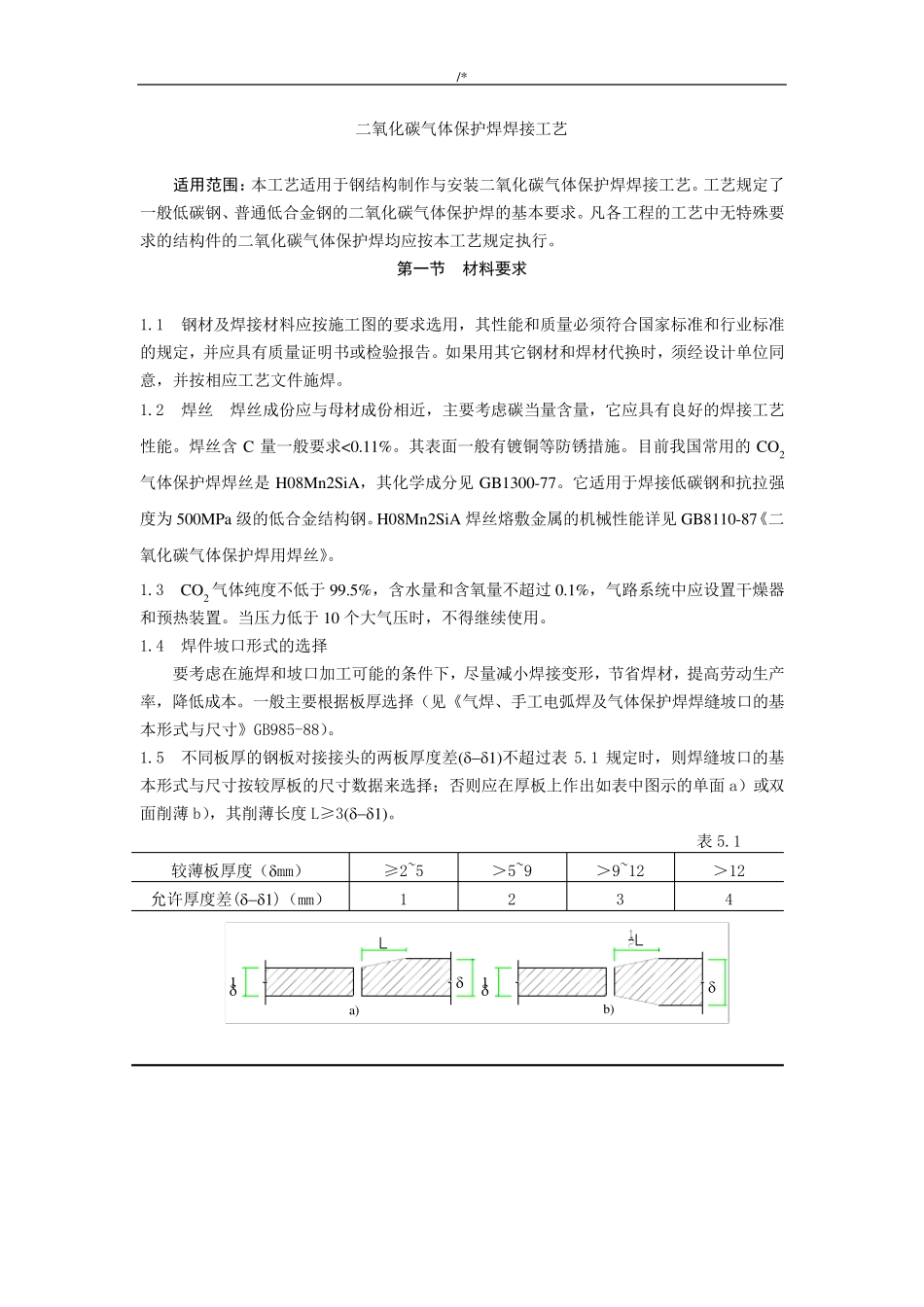
焊 丝 含C 量 一 般 要 求