1 / 6 石墨磨具及摩擦系数对热压烧结的影响(John Bring 译自 Dr
Fritsch公司简报,原文附后)对烧结参数而言,重要的是它们是如何获得的
一般用离样品7~8mm 远的热电偶来测量决定烧结曲线的参数
样品是一个直径为25mm 的压块
如果刀头要马上生产, 所需的烧结压力通过已知的公式计算求得
使(刀头)获得最高烧结密度的温度则作为烧结温度
但热压烧结之后发现, 刀头的硬度和密度并不是所采用的烧结参数所预期的那样
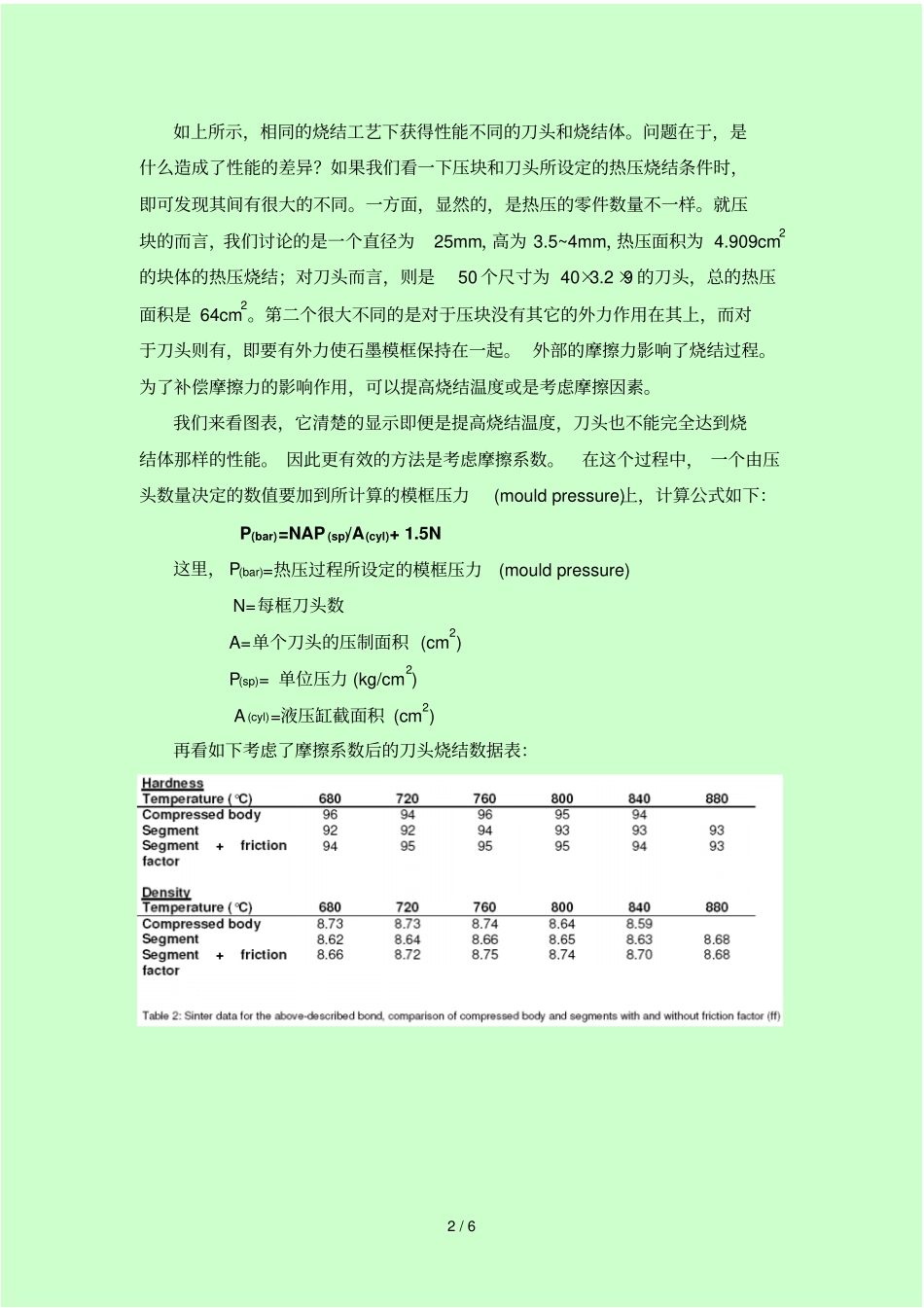
烧结曲线的参数由每次在不同烧结温度下烧结而成的刀头决定,如下面的例子:胎体: BH-1 热压参数: 350Kg/cm2保温时间: 3min 图 1+2:压块和刀头烧结体硬度和密度的比较曲线2 / 6 如上所示,相同的烧结工艺下获得性能不同的刀头和烧结体
问题在于,是什么造成了性能的差异
如果我们看一下压块和刀头所设定的热压烧结条件时,即可发现其间有很大的不同
一方面,显然的,是热压的零件数量不一样
就压块的而言,我们讨论的是一个直径为25mm,高为 3
5~4mm,热压面积为 4
909cm2的块体的热压烧结;对刀头而言,则是50 个尺寸为 40×3
2 ×9 的刀头,总的热压面积是 64cm2
第二个很大不同的是对于压块没有其它的外力作用在其上,而对于刀头则有,即要有外力使石墨模框保持在一起
外部的摩擦力影响了烧结过程
为了补偿摩擦力的影响作用,可以提高烧结温度或是考虑摩擦因素
我们来看图表,它清楚的显示即便是提高烧结温度,刀头也不能完全达到烧结体那样的性能
因此更有效的方法是考虑摩擦系数
在这个过程中, 一个由压头数量决定的数值要加到所计算的模框压力(mould pressure)上,计算公式如下:P(bar)=NAP (sp)/A(cyl)+ 1
5N 这里, P(bar)=热压过程所设定的模框压力(mould pressure) N=