(1)铜套热套前的检验①内径应加工到图样或工艺规定的尺寸(须考虑热套时过盈量),外径每边应放 1~2mm 的加工余量
加工后,用内径千分尺测量铜套内径尺寸,应符合图样要求
②进行水压试验,试验压力0
2MPa,并在此压力下至少保持5 分钟,轴套不得有任何裂纹或渗漏现象
③测轴套与轴的配合过盈量,具体见表6-11 所示数值,并做好原始记录
测量时使用的内、外径千分尺应相互核对,并消除误差
表 6-11 轴套与轴配合的过盈量单位: mm 顺号轴颈直径 D 平均过盈量(按轴颈 %)备 注1 ≤1000
12 2 >100~200 0
11 3 >200~300 0
10 4 >300~400 0
09 5 >400~500 0
08 6 >500~600 0
075 7 >600~800 0
065 8 >800~1000 0
05 (2)铜套热套后的检验①复精加工后, 轴套接缝处应进行油压试验, 试验压力不得低于0
2MPa,并在该压力下至少保护5 分钟,轴套接缝处不得有任何裂纹或渗漏现象
试验结束后,应将泵油空间用红粉白漆或环氧化树脂等捻没封死,泵油孔用螺塞或其他办法闷死
②检验轴颈直径、 跳动量等数据, 验收要求测量方法同前
测量记录见表6-9(其中的图形改为铜套结构,其余相同)
一般 300-400 度热压合过盈量的简化计算刘逸民设计热压合时,可以按选定的材料求得若干过盈量,较好地发挥材料的强度性能,且可一次计算求得最佳设计尺寸;避开常规过盈量的烦琐计算
这样,热压合技术就容易普及和推广
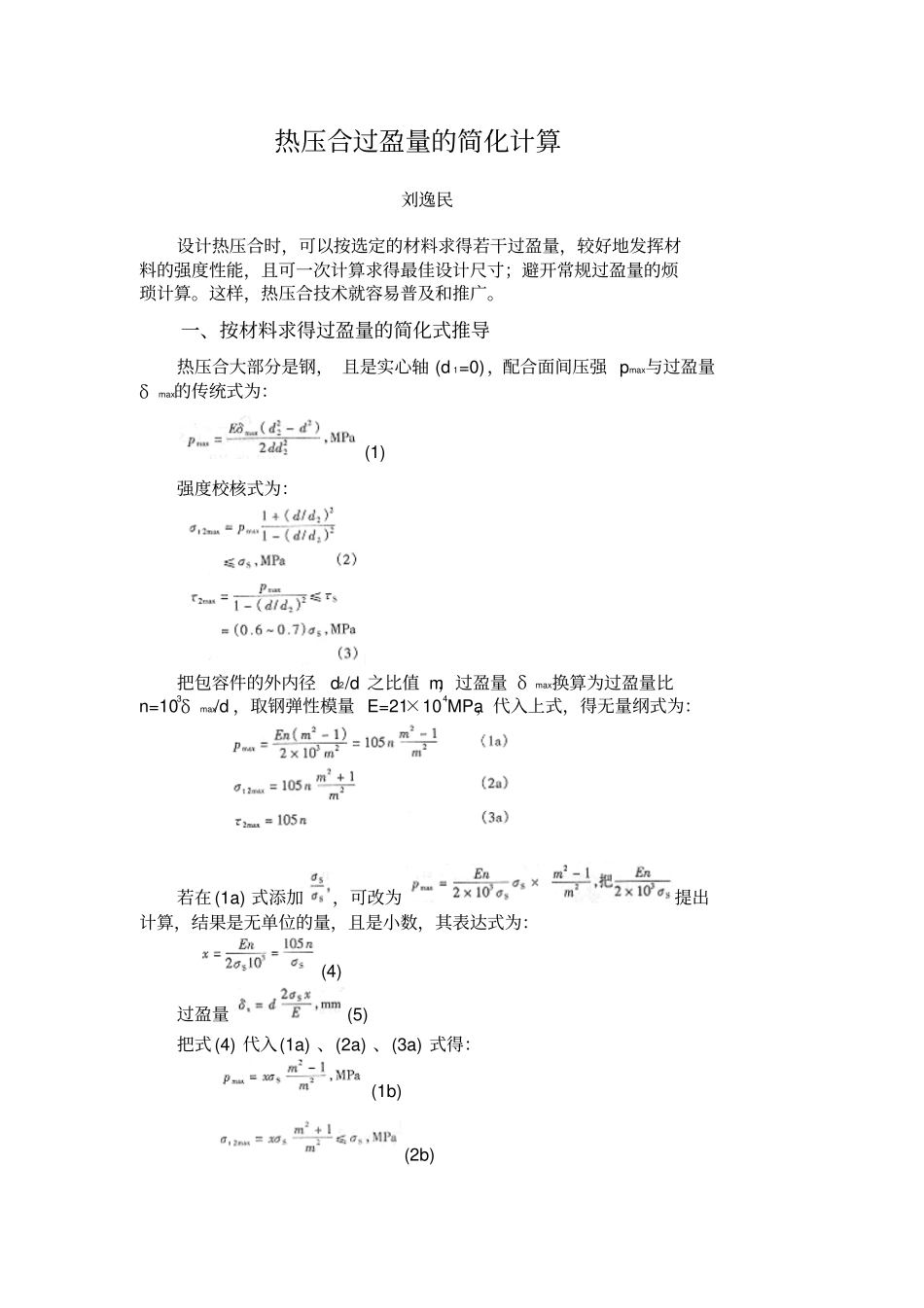
一、按材料求得过盈量的简化式推导热压合大部分是钢, 且是实心轴 (d 1=0),配合面间压强 pmax与过盈量δmax的传统式为:(1) 强度校核式为:把包容件的外内径d2/d 之比值 m,过盈量 δ