第二节 盘、套类零件工艺设计 一、盘、套类零件特点 (一)盘类零件 1、功用 盘类零件在机器中主要起支承、连接作用
2、结构特点 盘类零件主要由端面、外圆、内孔等组成,一般零件直径大于零件的轴向尺寸
3、技术要求 盘类零件往往对支承用端面有较高平面度及轴向尺寸精度及两端面平行度要求;对转接作用中的内孔等有与平面的垂直度要求,外圆、内孔间的同轴度要求等
(二)套类零件 1、功用 套类零件在机器中主要起支承和导向作用
2、结构特点 零件主要由有较高同轴要求的内外圆表面组成,零件的壁厚较小,易产生变形,轴向尺寸一般大于外圆直径
3、主要技术要求 孔与外圆一般具有较高的同轴度要求;端面与孔轴线(亦有外圆的情况)的垂直度要求;内孔表面本身的尺寸精度、形状精度及表面粗糙度要求;外圆表面本身的尺寸、形状精度及表面粗糙度要求等
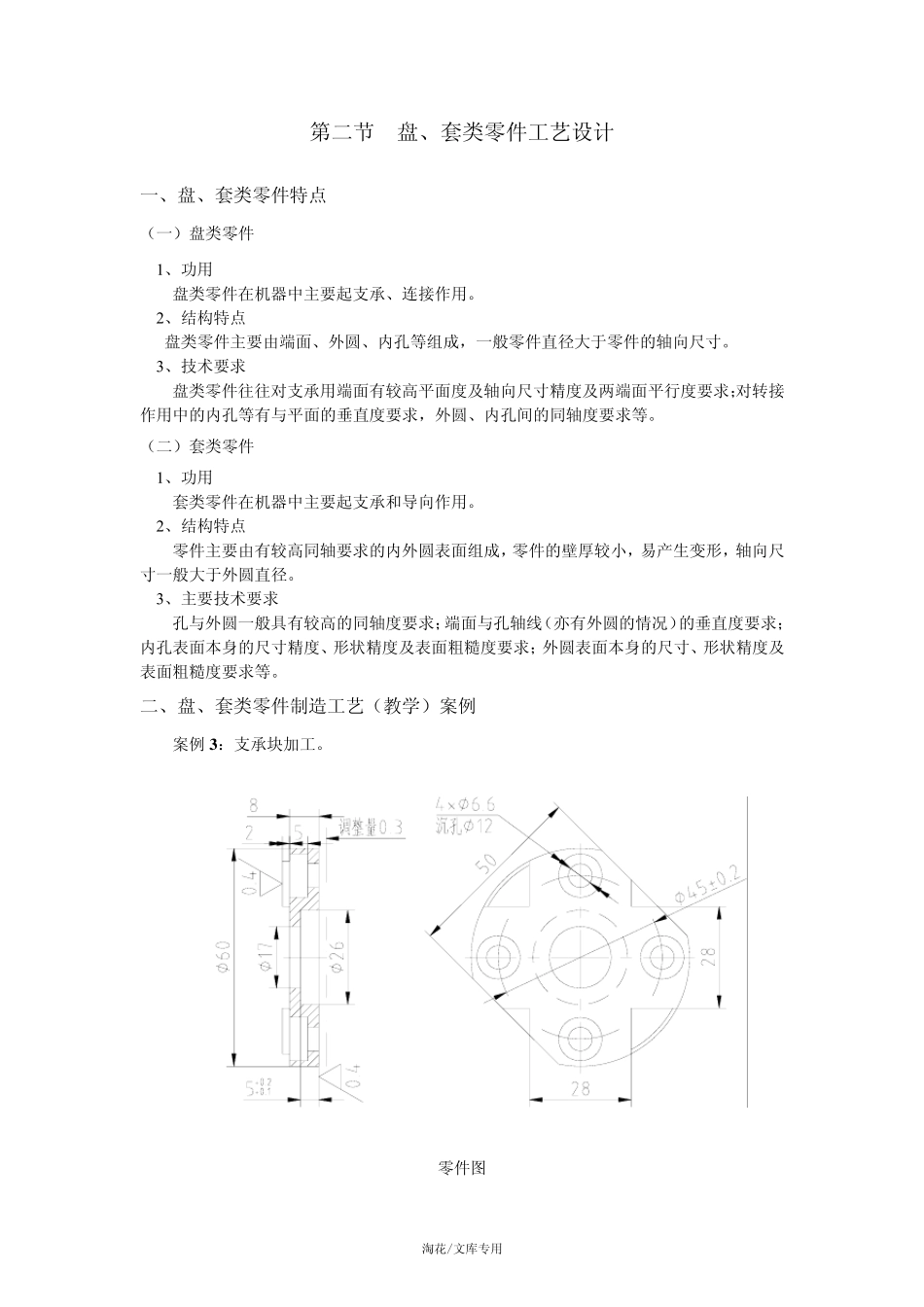
二、盘、套类零件制造工艺(教学)案例 案例 3 :支承块加工
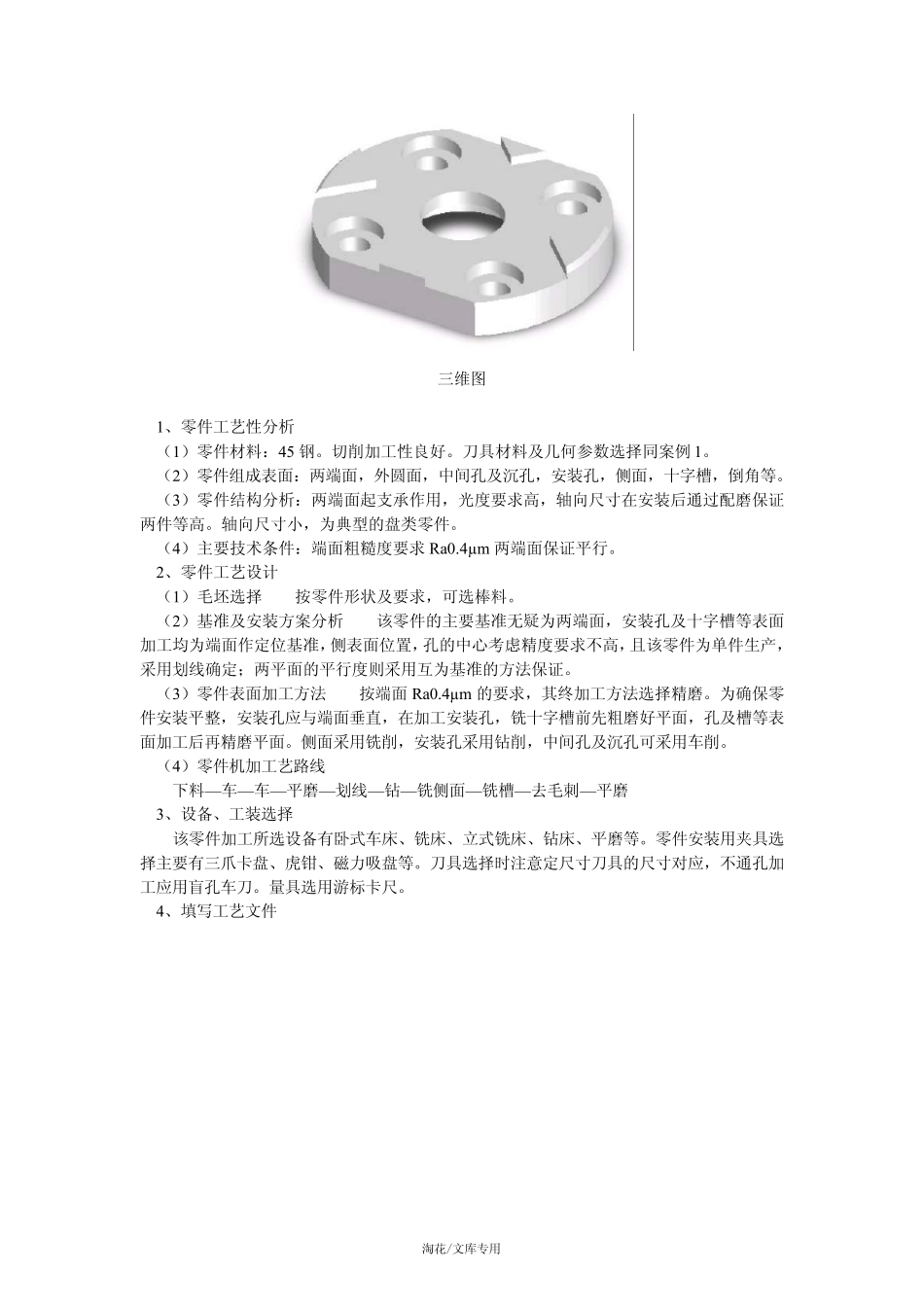
零件图 淘花/文库专用 三维图 1、零件工艺性分析 (1)零件材料:45 钢
切削加工性良好
刀具材料及几何参数选择同案例 1
(2)零件组成表面:两端面,外圆面,中间孔及沉孔,安装孔,侧面,十字槽,倒角等
(3)零件结构分析:两端面起支承作用,光度要求高,轴向尺寸在安装后通过配磨保证两件等高
轴向尺寸小,为典型的盘类零件
(4)主要技术条件:端面粗糙度要求 Ra0
4µm 两端面保证平行
2、零件工艺设计 (1)毛坯选择 按零件形状及要求,可选棒料
(2)基准及安装方案分析 该零件的主要基准无疑为两端面,安装孔及十字槽等表面加工均为端面作定位基准,侧表面位置,孔的中心考虑精度要求不高,且该零件为单件生产,采用划线确定;两平面的平行度则采用互为基准的方法保证
(3)零件表面加工方法 按端面 Ra0
4µm 的要求,其终加工方法选择精磨
为确保零件安装平整,安装孔应与端面垂直,在加