7装配和对中 6
1装配的零部件在进行连接作业时,可用棒、千斤顶、夹紧件、心轴、定位焊或临时性连接件进行装配、对中和定位
应该小心地使用这些机械装置,以免损伤零部件表面和扩大螺栓孔
2用于装配对中的定位焊,在完成其功能后应完全去除,或用磨削或其他适当的方法对定位焊缝的终端、始端进行适当加工,使其能和最终焊缝良好地结合
定位焊应由合格的焊工按已评定的焊接规程进行施焊
当定位焊成为最终焊缝的一部分时,应对定位焊进行目视检验,并除去有缺陷的部分
3如能满足下列条件,则允许在制造、安装过程中,在支吊架零部件上焊接不与其结合成一体的临时性附件
a)该材料经过鉴定并适合焊接,但不必用有合格证的材料; b)该材料与所连接的支吊架零部件材料施焊是相容的; c)焊接材料应与母材相容,并经鉴定合格; d)焊工和焊接工艺规程经鉴定合格; e)在最靠近临时性焊接附件的区域用适当的方法进行标记,以便按g)对该区检验以后仍能识别; f)临时性焊接附件应按6
3规定的方法完全拆除; g)临时性焊接附件拆除后,应对支吊架零部件表面进行目视检验
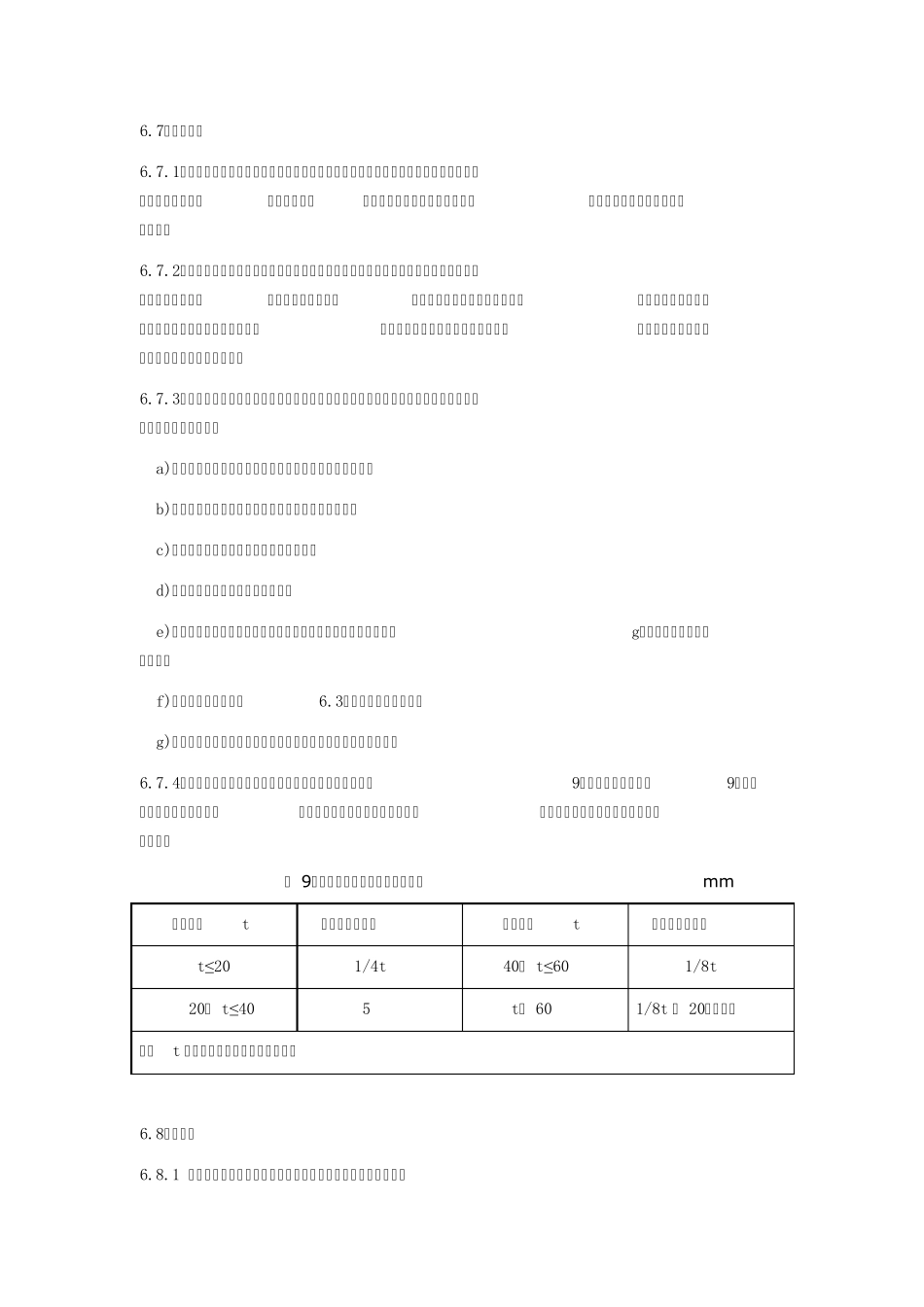
4对接接头的对中应使焊好的焊缝的最大错边量不大于表9所列的相应数值
表9允许公差范围内的任何错边,应在焊好的焊缝宽度上打磨光滑,或必要时在焊缝边缘补焊附加的焊缝金属
表 9最终对接接头的最大允许错边量 m m 截面厚度t 最大允许错边量 截面厚度t 最大允许错边量 t≤20 1/4t 40< t≤60 1/8t 20< t≤40 5 t> 60 1/8t 或 20中较小值 注:t 指接头处较薄截面的名义厚度
8防护涂层 6
1 支吊架零部件表面防护涂层分为金属涂层和非金属涂层两类
2金属防护镀(涂)层 6
1 防腐蚀金属涂层应采用电镀、预镀锌、热浸或机械方法涂敷
2 电镀应按GB 9