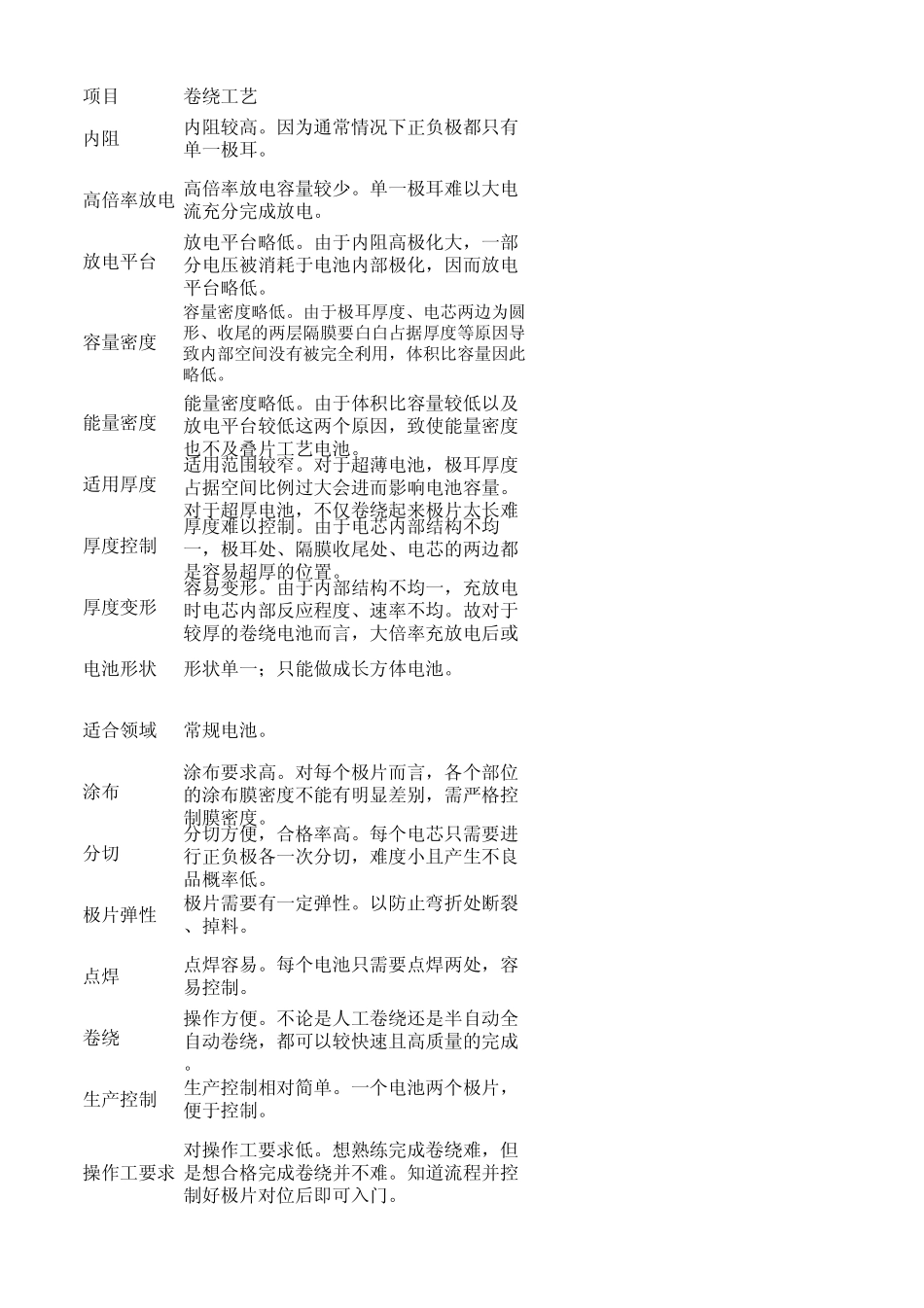
项目 卷绕工艺内阻 内阻较高
因为通常情况下正负极都只有单一极耳
高倍率放电高倍率放电容量较少
单一极耳难以大电流充分完成放电
放电平台放电平台略低
由于内阻高极化大,一部分电压被消耗于电池内部极化,因而放电平台略低
容量密度容量密度略低
由于极耳厚度、电芯两边为圆形、收尾的两层隔膜要白白占据厚度等原因导致内部空间没有被完全利用,体积比容量因此略低
能量密度能量密度略低
由于体积比容量较低以及放电平台较低这两个原因,致使能量密度也不及叠片工艺电池
适用厚度适用范围较窄
对于超薄电池,极耳厚度占据空间比例过大会进而影响电池容量
对于超厚电池,不仅卷绕起来极片太长难厚度控制厚度难以控制
由于电芯内部结构不均一,极耳处、隔膜收尾处、电芯的两边都是容易超厚的位置
厚度变形容易变形
由于内部结构不均一,充放电时电芯内部反应程度、速率不均
故对于较厚的卷绕电池而言,大倍率充放电后或电池形状形状单一;只能做成长方体电池
适合领域常规电池
涂布涂布要求高
对每个极片而言,各个部位的涂布膜密度不能有明显差别,需严格控制膜密度
分切分切方便,合格率高
每个电芯只需要进行正负极各一次分切,难度小且产生不良品概率低
极片弹性极片需要有一定弹性
以防止弯折处断裂、掉料
点焊点焊容易
每个电池只需要点焊两处,容易控制
卷绕操作方便
不论是人工卷绕还是半自动全自动卷绕,都可以较快速且高质量的完成
生产控制生产控制相对简单
一个电池两个极片,便于控制
操作工要求对操作工要求低
想熟练完成卷绕难,但是想合格完成卷绕并不难
知道流程并控制好极片对位后即可入门
入行门槛入行门槛低
人工卷绕容易操作,资金不足时完全可以考虑人工操作,省去了购买大型自动设备的资金,降低了入门门槛
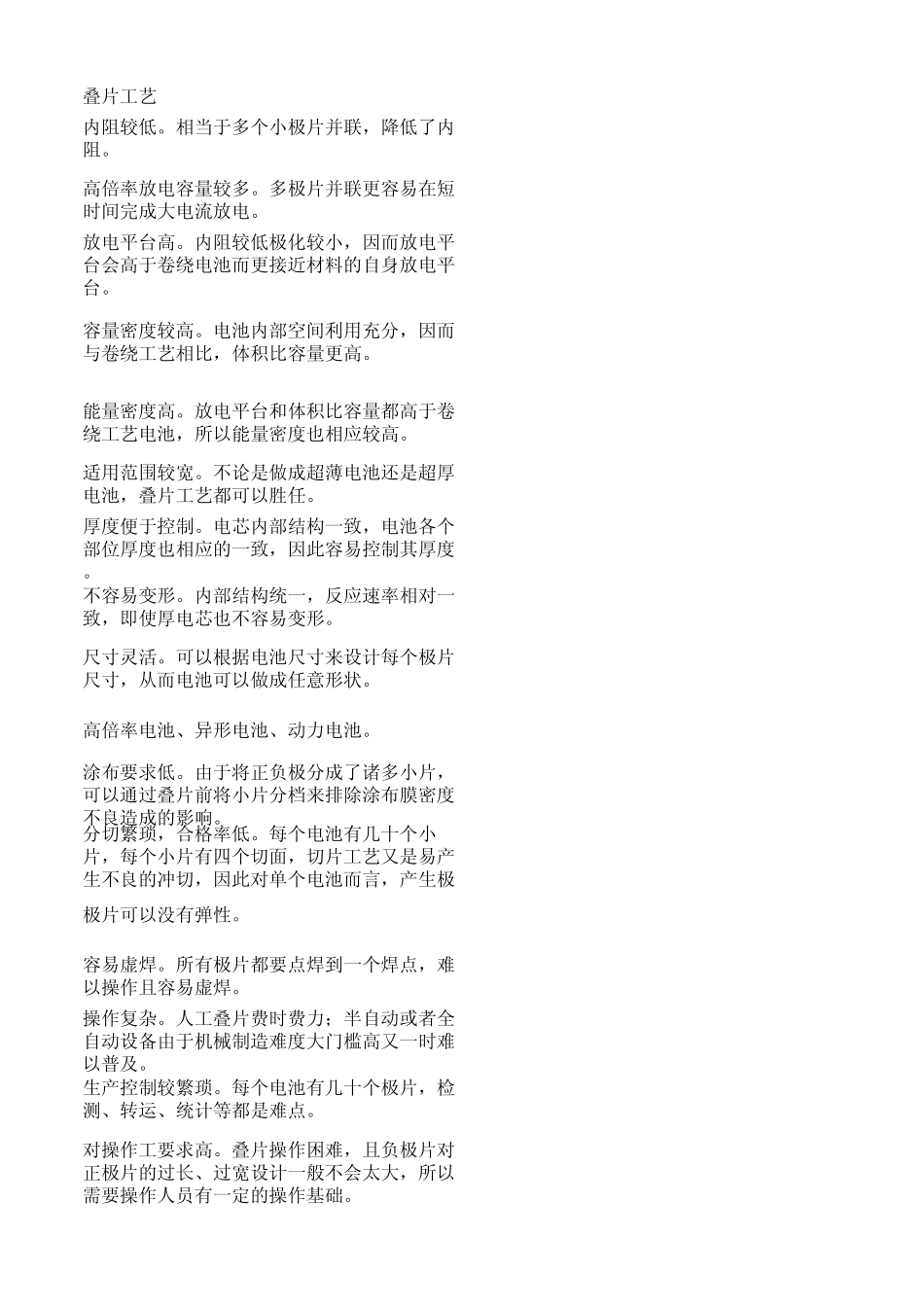
叠片工艺内阻较低
相当于多个小极片并联,降低了内阻
高倍率放电容量较多
多极片并联更容易在短时间完成大电流放电
内阻较低极化较