1、范围本规程规定了特种设备磁粉检测方法及质量分级要求
本规程适用于铁磁性材料制特种设备的原材料,零部件和焊接接头表面,近表面缺陷的检测,不适用于奥氏体不锈钢和其他非铁磁性材料的检测
与特种设备有关的支承件和结构件,如有磁粉检测要求,也可参照本规程
2、规范性引用文件下列文件中的条款通过本部分的引用而成为本部分的条款
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本部分
NB/T47013-2005承压设备无损检测GB50235-97工业金属管道工程施工及验收规范GB11533-1989标准对数视力表JB/T6063-1992磁粉探伤用磁粉技术条件JB/T6065-2004无损检测磁粉检测用试片JB/T8290-1998磁粉探伤机3、一般要求检测人员必须经过公司培训,掌握焊接基本知识和焊接缺陷种类,并经考核合格,还应符合下列规定
1磁粉检测人员未经矫正或经矫正的近(距)视力和远(距)视力应不低于5
0(小数记录值为1
0),测试方法应符合GB11533的规定
并1年检查1次,不得有色盲
2磁粉检测程序a)预处理;b)磁化;c)施加磁粉或磁悬液;d)磁痕的观察与记录;e)缺陷评级;f)退磁;g)后处理
3磁粉检测设备3
1设备磁粉检测设备应符合JB/T8290的规定
2提升力当使用磁轭最大间距时,交流电磁轭至少有45N的提升力;直流电磁轭至少应有177N的提升力,交叉磁轭至少应有118N的提升力(磁极与试件表面部隙为0
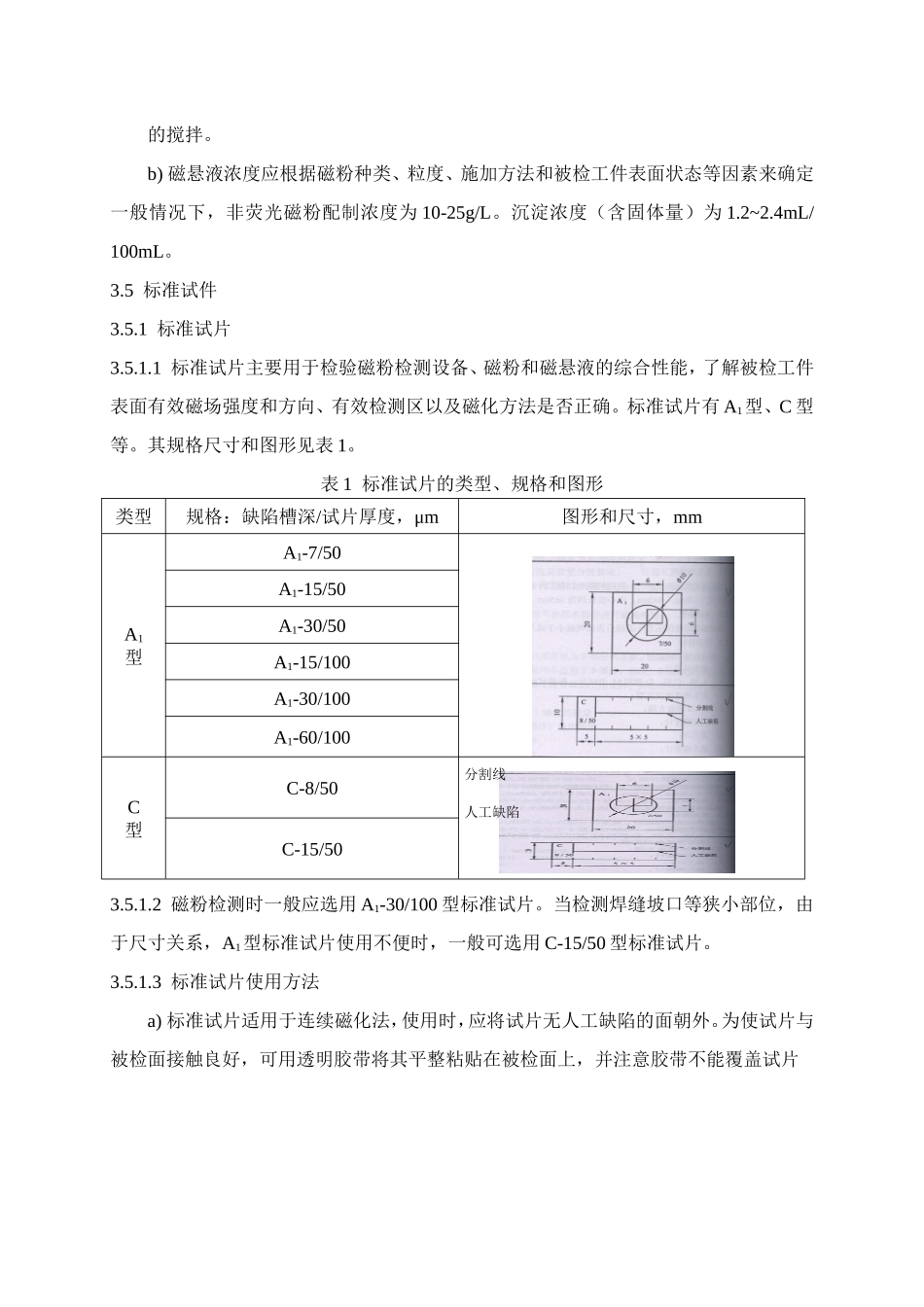
3辅助器材一般应包括下列器材:a)磁场强度计;b)A1型、C型试片、标准试块和磁场指示器;c)2-10倍放大镜;d)白光照度计
4磁粉、载体及磁悬液3
1磁粉磁粉应具有高磁导率、低矫顽力和低剩磁,并应与被检工件表面颜色有较高的对比度
磁粉粒度和性能的其他要求应符合JB/T6063