精品文档---下载后可任意编辑设计内容:读零件工作图,绘制毛坯—零件合图,填写机械加工工艺过程卡,填写机械加工工序卡,编写设计说明书
差速器壳零件图见图 2-1,生产纲领为 10000 件/年
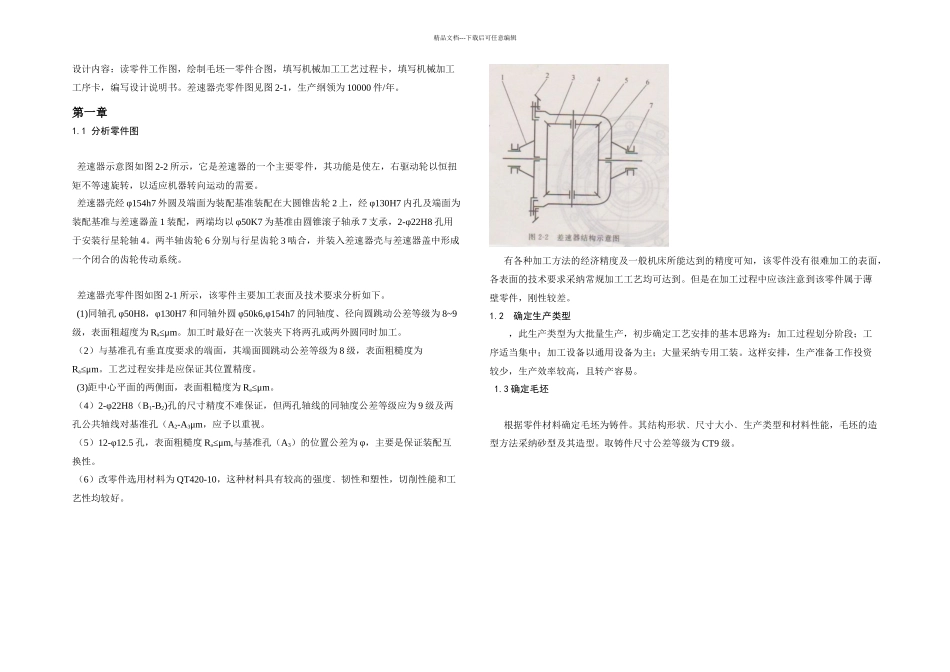
1 分析零件图 差速器示意图如图 2-2 所示,它是差速器的一个主要零件,其功能是使左,右驱动轮以恒扭矩不等速旋转,以适应机器转向运动的需要
差速器壳经 φ154h7 外圆及端面为装配基准装配在大圆锥齿轮 2 上,经 φ130H7 内孔及端面为装配基准与差速器盖 1 装配,两端均以 φ50K7 为基准由圆锥滚子轴承 7 支承,2-φ22H8 孔用于安装行星轮轴 4
两半轴齿轮 6 分别与行星齿轮 3 啮合,并装入差速器壳与差速器盖中形成一个闭合的齿轮传动系统
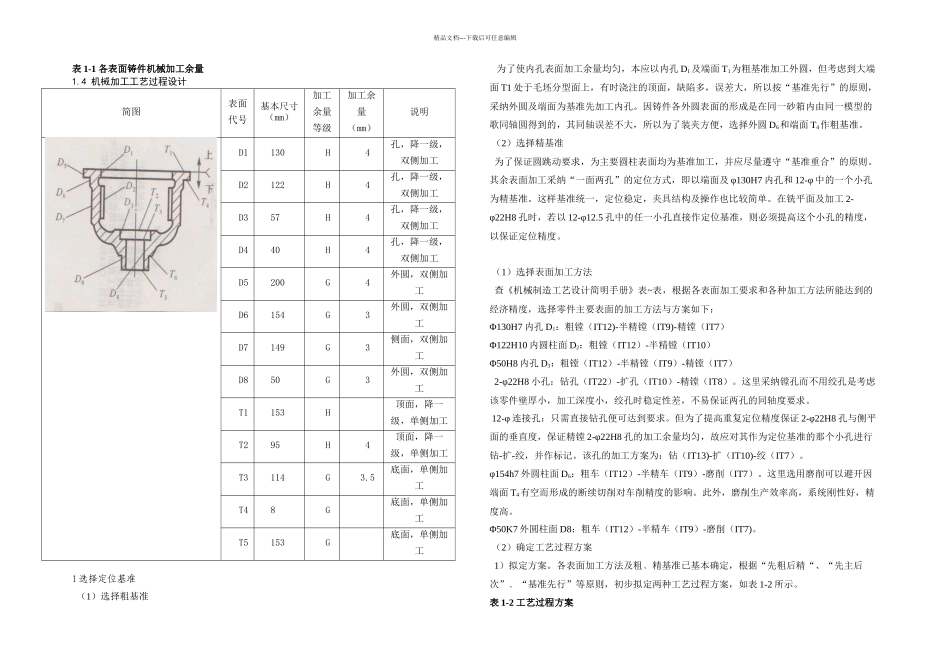
差速器壳零件图如图 2-1 所示,该零件主要加工表面及技术要求分析如下
(1)同轴孔 φ50H8,φ130H7 和同轴外圆 φ50k6,φ154h7 的同轴度、径向圆跳动公差等级为 8~9级,表面粗超度为 Ra≤μm
加工时最好在一次装夹下将两孔或两外圆同时加工
(2)与基准孔有垂直度要求的端面,其端面圆跳动公差等级为 8 级,表面粗糙度为Ra≤μm
工艺过程安排是应保证其位置精度
(3)距中心平面的两侧面,表面粗糙度为 Ra≤μm
(4)2-φ22H8(B1-B2)孔的尺寸精度不难保证,但两孔轴线的同轴度公差等级应为 9 级及两孔公共轴线对基准孔(A2-A3μm,应予以重视
(5)12-φ12
5 孔,表面粗糙度 Ra≤μm,与基准孔(A3)的位置公差为 φ,主要是保证装配互换性
(6)改零件选用材料为 QT420-10,这种材料具有较高的强度﹑韧性和塑性,切削性能和工艺性均较好
有各种加工方法的经济精度及一般机床所能达到的精度可知,该零件没有很难加工的表面,各表面的技术要求采纳常规加工工艺均可达到