挤 出 成 型 与注塑成 型 原理及应用比较分析 挤出成型:挤出成型在塑料加工中又称为挤塑,在非橡胶挤出机加工中利用液压机压力于模具本身的挤出称压出
是指物料通过挤出机料筒和螺杆间的作用,边受热塑化,边被螺杆向前推送,连续通过机头而制成各种截面制品或半制品的一种加工方法
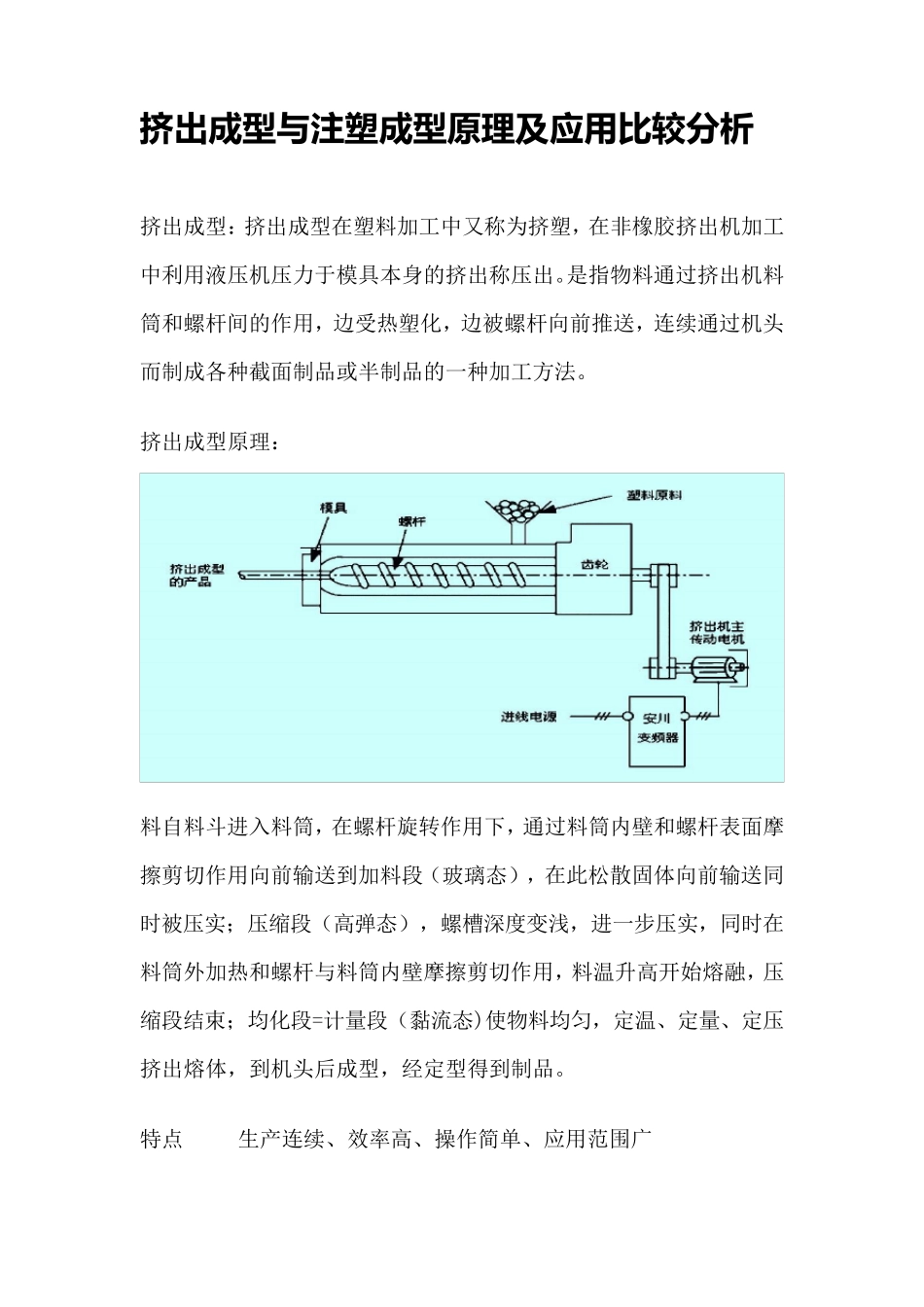
挤出成型原理: 料自料斗进入料筒,在螺杆旋转作用下,通过料筒内壁和螺杆表面摩擦剪切作用向前输送到加料段(玻璃态),在此松散固体向前输送同时被压实;压缩段(高弹态),螺槽深度变浅,进一步压实,同时在料筒外加热和螺杆与料筒内壁摩擦剪切作用,料温升高开始熔融,压缩段结束;均化段=计量段(黏流态)使物料均匀,定温、定量、定压挤出熔体,到机头后成型,经定型得到制品
特点 生产连续、效率高、操作简单、应用范围广 注塑成型:注塑机利用塑胶加热到一定温度后,能熔融成液体的性质,把熔融液体用高压注射到密闭的模腔內,经过冷却定型,开模后顶出得到所需的塑体产品
一﹑ 注塑成型的四大要素: 1
塑胶模具 2
塑胶原料 4
成型条件 二﹑ 塑胶模具 大部份使用二板模﹑三板模﹐也有部份帶滑块的行位模
基本结构:1
公模(下模) 公模固定板﹑公模辅助板﹑顶针板﹑公模板
母模(上模) 母模板﹑母模固定板﹑进胶圈﹑定位圈
衡溫系统 冷卻
稳(衡)定模具溫度
三﹑ 注塑机 主要由塑化
注射装置,合模装置和传动机构组成; 电气带动电机,电机带动油泵,油泵产生油压, 油压带动活塞,活塞带动机械,机械产生动作; 1﹑依注射方式可分为﹕ a
臥式注塑机 b
立式注塑机 c
角式注塑机 d
多色注塑机 2﹑依鎖模方式可分为﹕ 1
直压式注塑机 2
曲軸式注塑机 3
直压﹑曲軸复合式 3﹑依加料方式可分为﹕ 1
柱塞式注塑机 2
单程螺杆注塑机 3
往復式螺杆注塑机 4﹑注塑机四大系統: 1
射出系統 a
多段化﹑搅拌性