船用螺旋桨修理 本工艺可供直径 800m m 以上的铜质合金螺旋桨勘验、修理、安装及检验使用,其他材质螺旋桨可参照使用
1、 船用螺旋桨修理勘验工艺 1
1 桨修理勘验可以就地检测,也可在桨拆卸后进行
通过目示、敲击声音、探伤及测量等方法对不同缺陷进行勘验
1、 螺旋桨表面目视检查: a) 桨叶表面光洁情况,参照新制螺旋桨表面粗糙度(见表 1),适当降低要求; b) 桨叶表面磨蚀情况,尤其是吸力面是否有气蚀现象; c) 桨叶边缘有无缺口、碰伤、断边; d) 桨叶及桨毂表面有无明显裂纹; e) 桨叶及桨毂表面因磨蚀而显露出来的铸造缺陷; f) 桨叶弯曲、卷边及整个叶面平整情况
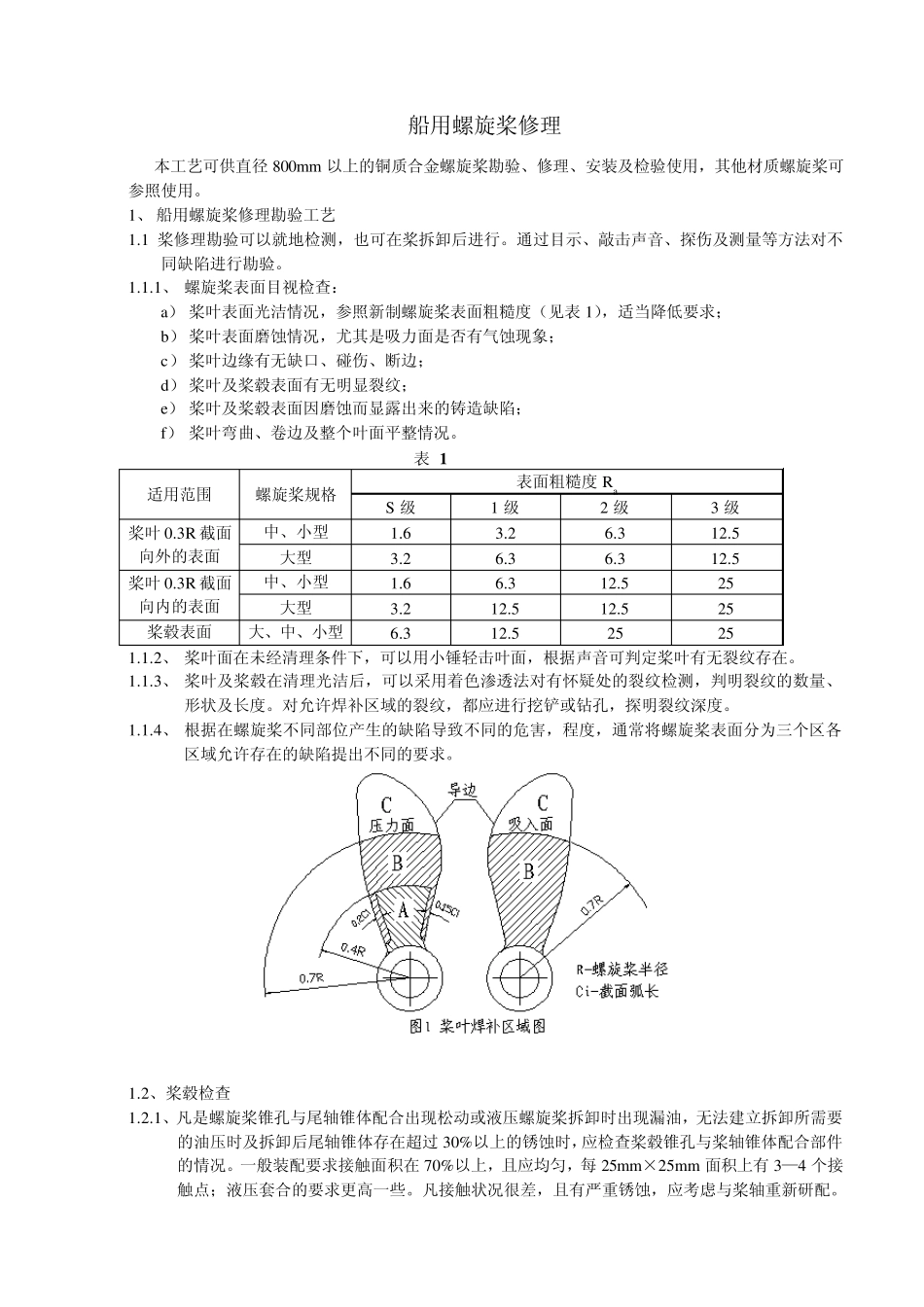
表 1 适用范围 螺旋桨规格 表面粗糙度 Ra S 级 1 级 2 级 3 级 桨叶 0
3R 截面向外的表面 中、小型 1
5 大型 3
5 桨叶 0
3R 截面向内的表面 中、小型 1
5 25 大型 3
5 25 桨毂表面 大、中、小型 6
5 25 25 1
2、 桨叶面在未经清理条件下,可以用小锤轻击叶面,根据声音可判定桨叶有无裂纹存在
3、 桨叶及桨毂在清理光洁后,可以采用着色渗透法对有怀疑处的裂纹检测,判明裂纹的数量、形状及长度
对允许焊补区域的裂纹,都应进行挖铲或钻孔,探明裂纹深度
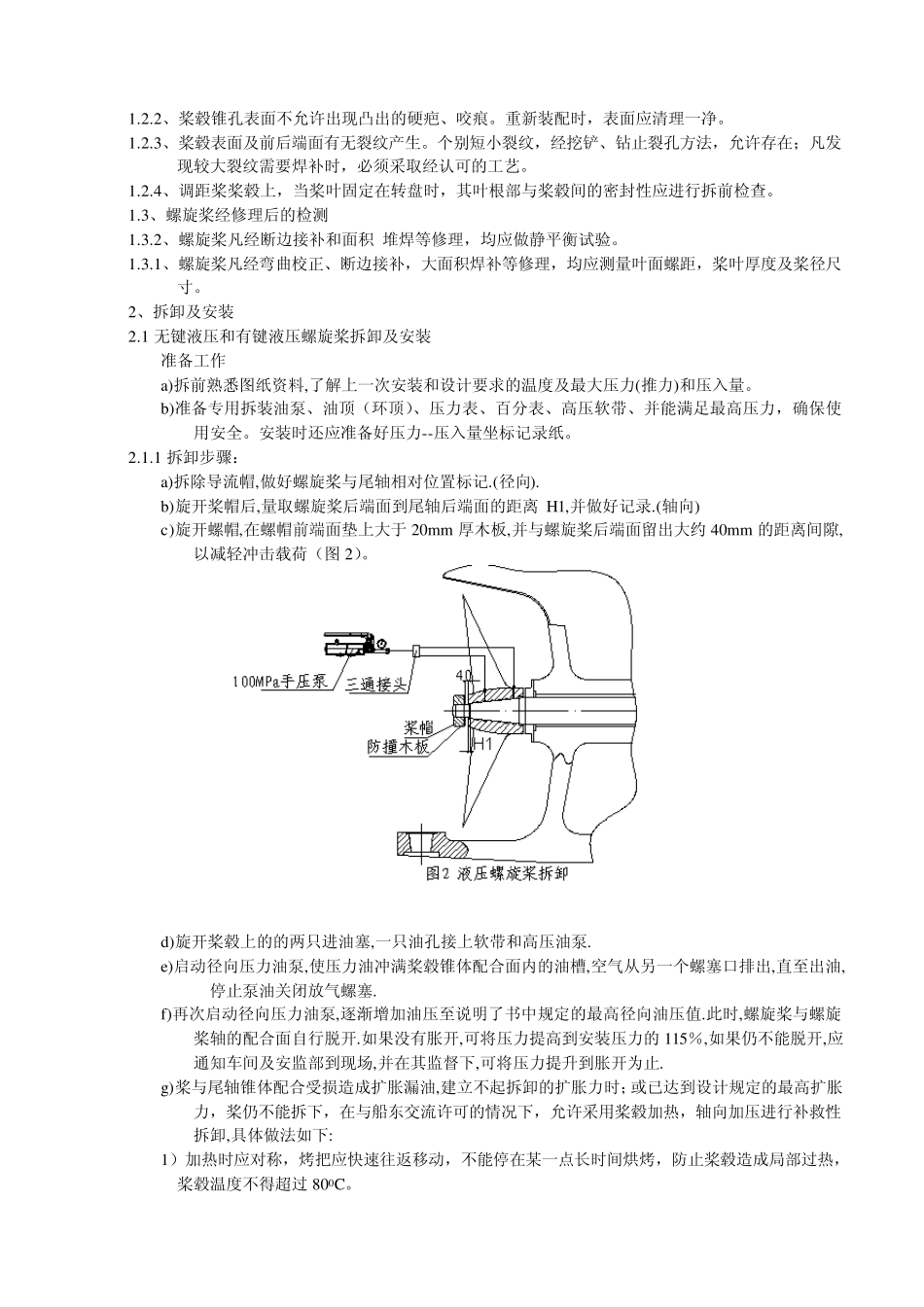
4、 根据在螺旋桨不同部位产生的缺陷导致不同的危害,程度,通常将螺旋桨表面分为三个区各区域允许存在的缺陷提出不同的要求
2、桨毂检查 1
1、凡是螺旋桨锥孔与尾轴锥体配合出现松动或液压螺旋桨拆卸时出现漏油,无法建立拆卸所需要的油压时及拆卸后尾轴锥体存在超过 30%以上的锈蚀时,应检查桨毂锥孔与桨轴锥体配合部件的情况
一般装配要求接触面积在 70%以上,且应均匀,每